Optimize Yolluk Tasarımı Kalite Sorunlarının Giderilmesine Yardımcı Oluyor
Cerkno, Slovenya’da yer alan ETA d.o.o dökümhanesi E.G.O grubuna aittir ve yatay döküm hatlarında EN-GJL-150 - EN-GJL-300 arası alaşımlar kullanarak, 0.1-50 kg arasında değişen ağırlıklarda gri dökme demir parçalar üretmektedir. Önemli ürünleri arasında farklı boyutlardaki ısıtıcılar da yer almaktadır. Bu tür parçalar dökmek için alaşım bileşenin tolerans sınırları içerisinde olması, kum kalitesinin kontrol edilmesi ve dökümün düzgün ve homojen bir şekilde dolumunun sağlanması için uygun bir yolluk sisteminin tasarlanması son derece önemli parametrelerdir.
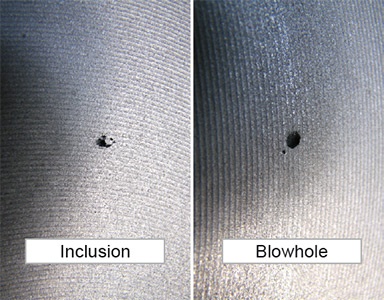
Bu tür dökümler için yapılmış olan kötü bir yolluk tasarımı, yüzeyin tamamının işlenmesi gerekliliği oluşacağı için kolaylıkla %75’lere ulaşabilecek hurda oranlarının ortaya çıkmasına neden olabilir. Bu da kum inklüzyonları ya da hava kabarcığı gibi hataların kabul edilebilirliğini ortadan kaldırır. Bu yüzden uygun bir yolluk tasarımındaki en önemli hedef, metal hızını ve buna bağlı olarak türbülansları olası en düşük seviyede tutmaktır. Dökümhane 3600 mm çapında ve 5 mm yüksekliğinde yeni ısıtıcıların üretimine başlamasının ardından göz ardı edilemeyecek kalite sorunları ile karşılaşmıştır. Dökümlerde ortaya çıkan kum inklüzyonu ve gaz porozitesi yüzünden parçaların büyük çoğunluğu geri çevrilmiştir.
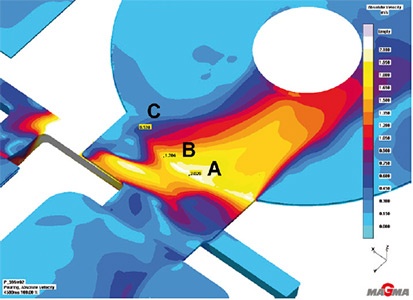
ETA, hataların temeldeki nedenini bulmak ve yüksek hurda oranını düşürmek için gerekli tedbirleri almak için MAGMA5 yardımı ile ergimiş metalin akış davranışını incelemiştir. Akış davranışının bir göstergesi olarak, meme girişlerinin yer aldığı bölgelerde görsel kontrol noktaları ve MAGMASOFT®’daki hız sonuçları kullanılmıştır. Üç farklı bölgedeki bölgesel yolluk hızları Şekil 4’te görülebilir.
ETA, hataların temeldeki nedenini bulmak ve yüksek hurda oranını düşürmek için gerekli tedbirleri almak için MAGMA5 yardımı ile ergimiş metalin akış davranışını incelemiştir. Akış davranışının bir göstergesi olarak, meme girişlerinin yer aldığı bölgelerde görsel kontrol noktaları ve MAGMASOFT®’daki hız sonuçları kullanılmıştır. Üç farklı bölgedeki bölgesel yolluk hızları Şekil 2’te görülebilir.
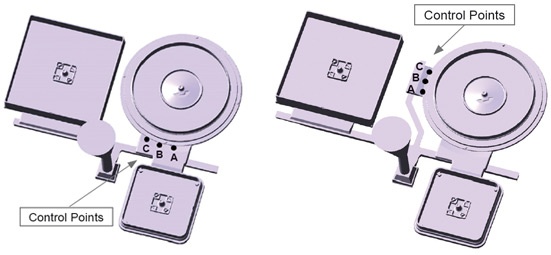
Özellikle dolum işleminin sonunda metal hızındaki piklerin (2 m/s’ye kadar) oluşmasını engellemek ve genel anlamda metal akışını homojenleştirmek için yolluk sistemi tasarımı (düşey yolluk yolluk- meme kesitlerinin oranı) değiştirilmiştir. Bunun yanında tasarıma ikinci bir yolluk ilave edilmiştir (Şekil 3).
Yolluk-meme ve düşey yolluk-yolluk arasındaki artan oran sayesinde genel akış hızları da azaltılmıştır. Şekil 4’de yeni tasarımdaki metal hızlarının gelişimi aktarılmaktadır (Her iki yolluk için). Farklı iki tasarımın farklı noktalarındaki ortalama, maksimum ve minimum hızların istatistiksel analizi, metal hızı (özellikle ortalama ve maksimum) anlamındaki tüm kritik parametrelerin düşürülebildiğini açıkça göstermiştir.
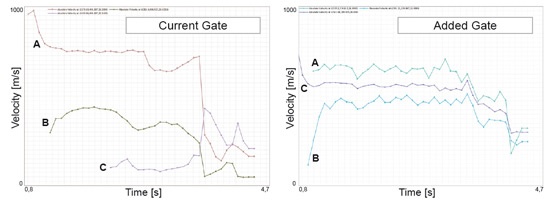
Yeni yolluk tasarımı için ortalama hız değeri 0.57 m/s’den 0.49 m/s’ye; maksimum hız değerlerinin ortalaması 1.47 m/s’den 0.64 m/s’ye; minimum hız değerlerinin ortalaması ise 0.48 m/s’den 0.14 m/s’ye düşürülmüştür.
Optimize edilmiş yolluk sistemi, normalde 1 : 1.1 : 1.9 olarak kullanılan düşey yolluk-yolluk-meme oranının 1 : 1.4 : 2.4 değerlerine çekilmesi ile dökümhane mevcut problemlerinin üstesinden gelmiştir. Yolluk sistemi kısımlarının arttırılan oranı, ağırlık seviyesinde yaklaşık %10’luk artışa neden olmuştur. Diğer tarafta ise hurda oranı %80 seviyesinde düşürülmüştür. Bu sayede alınan ölçümler yalnızca döküm kalitesi acısından değil genel olarak maliyet azaltılması acısından da başarılı olmuştur.