Hassas Dökümde Kalıp Değişikliği Olmadan Çekintinin Üstesinden Gelinebilir mi?
Grand Haven, Michigan'ın hemen dışında bulunan EPS Industries, askeri, pompa ve vana, ulaşım ve tıp endüstrileri için kritik öneme sahip hassas dökümler üretmektedir. Başarıları sürekli iyileştirme üzerine kuruludur: en yüksek kalitede parçaları mümkün olan en kısa sürede teslim etmelerini sağlamak için her parça ve süreç tekrar tekrar değerlendirilir.
Yüksek üretimli kaldıraç dökümlerinden biri, kritik bir yüzeyde zaman zaman meydana gelen çekinti nedeniyle makine atölyesi tarafından geri gönderildiğinde, bu parçayı üretmenin daha iyi bir yolu olması gerektiğini biliyorlardı. EPS'deki mühendisler, yolluk üzerindeki parçaların yerleşiminde bazı iyileştirmeler sağlayan bazı değişiklikleri test etti, ancak parçaların yaklaşık %25'i işlemeden sonra hala çekinti gösterdi.
EPS, kaldıraç dökümlerini simüle etmek ve daha fazla iyileştirme araştırmak için MAGMA'daki mühendislerle iletişime geçti. İki mi yoksa sadece bir tane mi sıcak nokta olduğunu belirleyememek yolluk tasarımını zorlaştırıyordu.
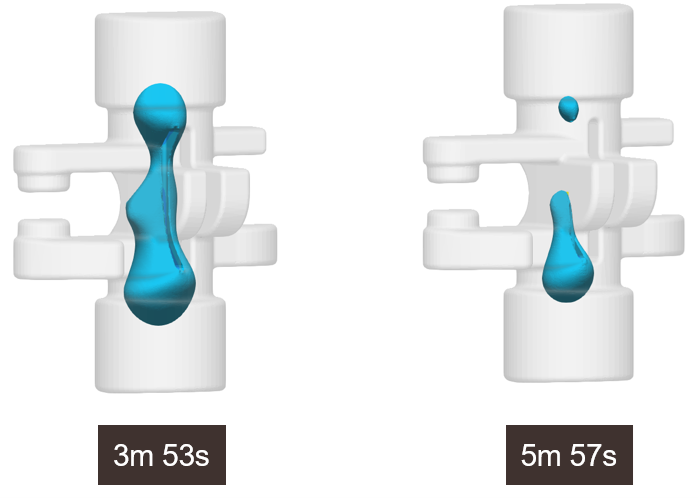
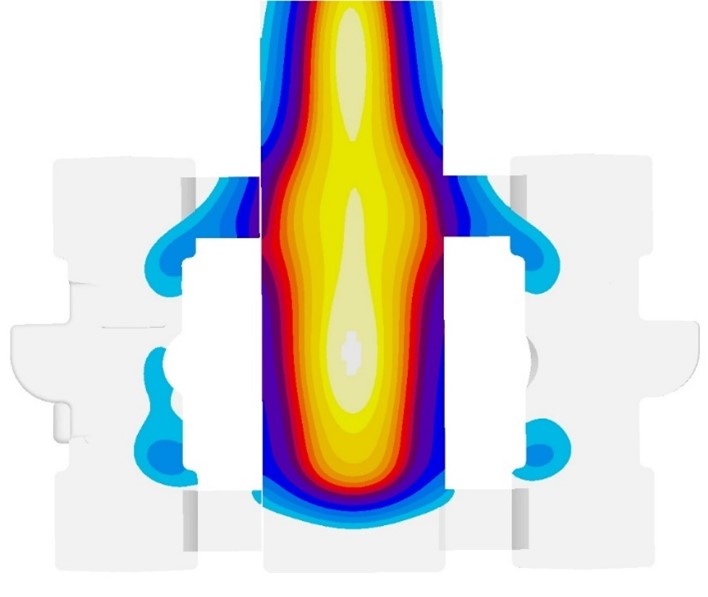
Orijinal sistemde, sıcak nokta(lar) biri dökümün üst kısmında diğeri alt kısmında olmak üzere iki yolluk kullanılarak ele alınıyordu. Bu, her iki sıcak noktayı da etkili bir şekilde besliyordu, ancak yolluklar dökümün merkezini beslemek için mücadele ediyordu. Katılaşmanın net bir şekilde yönlendirilmemesi nedeniyle dökümde sıcak noktalar kalmış ve çekinti porozitesi oluşmuştur.
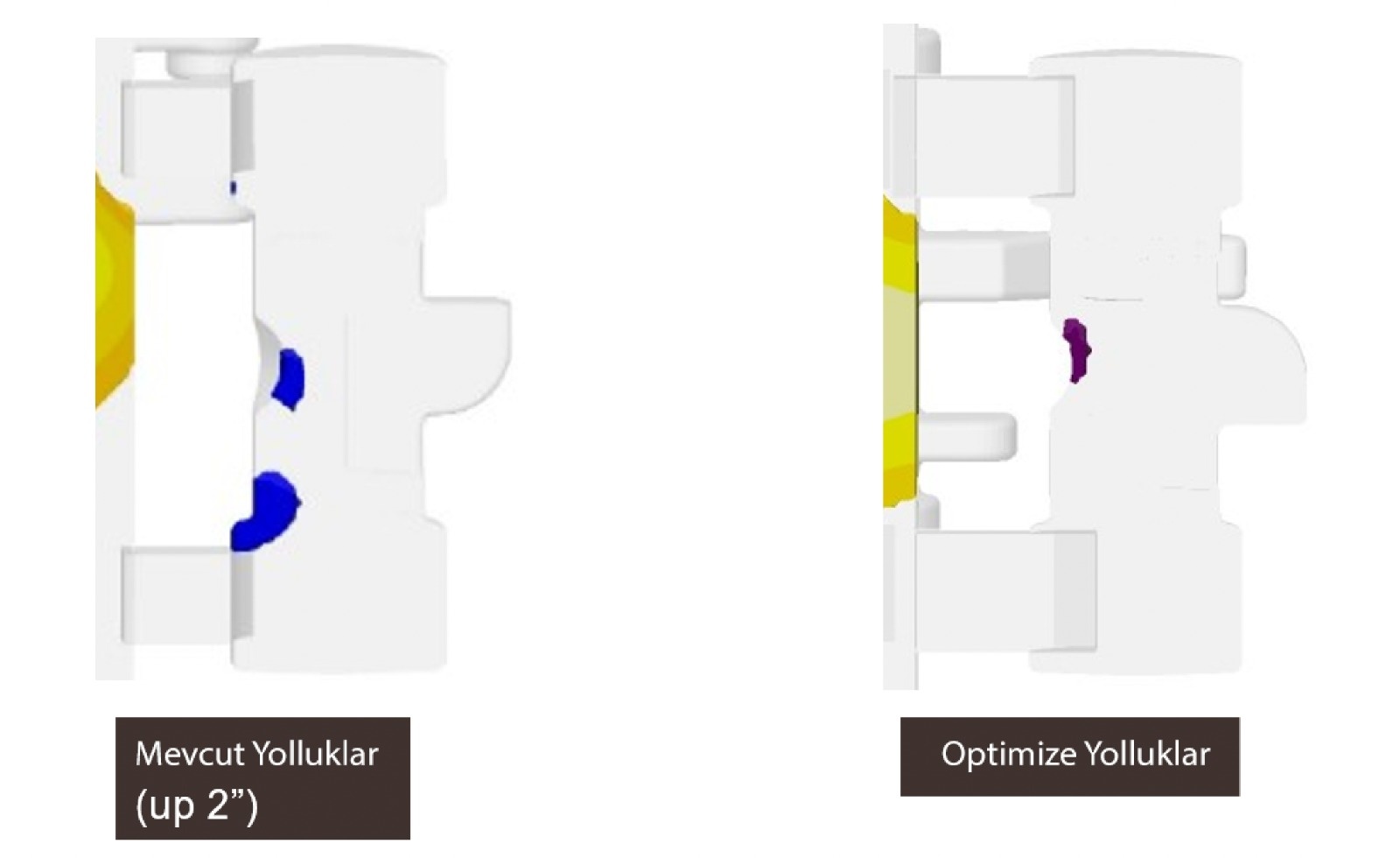
MAGMA'daki mühendisler soruna iki adımda yaklaştı: ilk olarak, optimum yolluklar oluşturdular ve ikinci olarak, yolluk üzerindeki parça yerleşimini optimize ettiler. Yerel yönlü katılaşmayı en üst düzeye çıkaran yolluklar tasarlandı. Yolluklar daha uzun besleme sağlamak için daha büyük yapıldı ve yolluk taşlamasına izin verecek şekilde sıcak noktaya mümkün olduğunca yakın yerleştirildi.
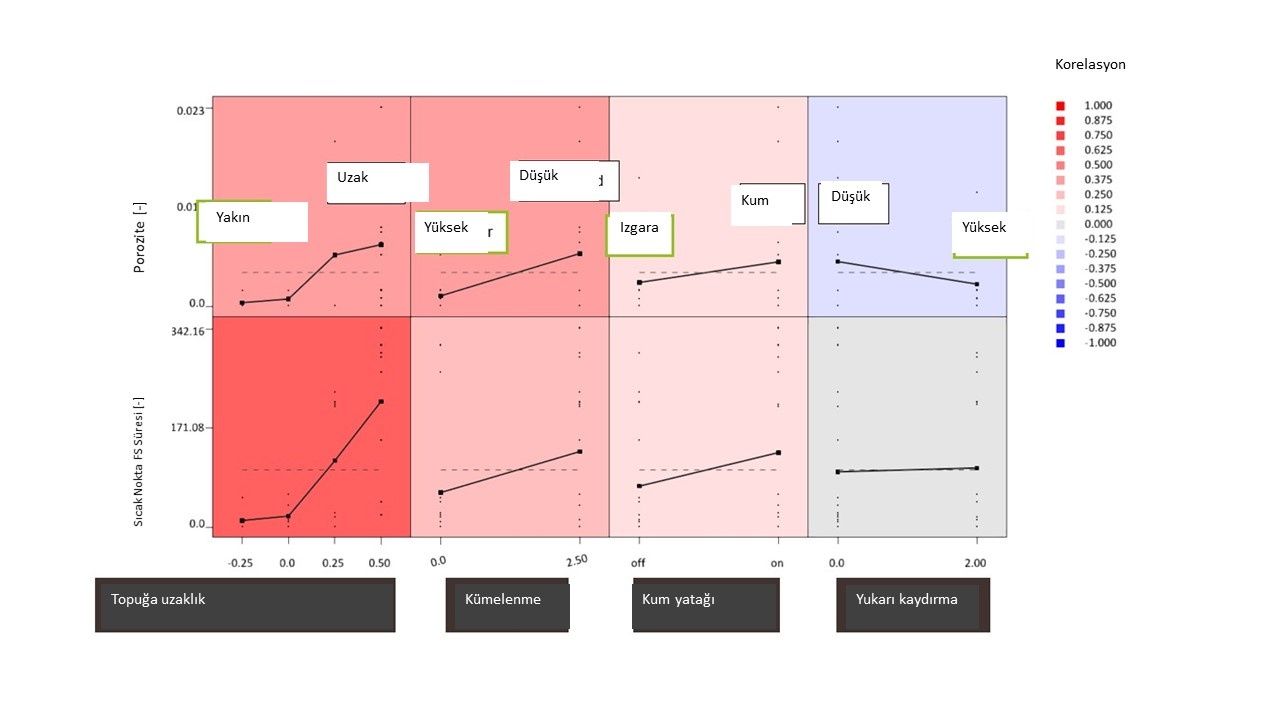
İdeal parça konumlandırmasını bulmak için mühendisler bir Sanal Analiz Tasarımı (DOE) çalıştırdı. DOE, yolluk uzunluğunu, bileşenleri dağıtarak veya bir kümede toplayarak, kalıbın tabanından ne kadar uzakta olduğunu ve yolluğun kuma mı yoksa çelik ızgaraya mı yerleştirildiğini test etti. Simülasyon, parçayı topuğa mümkün olduğu kadar yakın tutmanın (taşlama payı koyarak) poroziteyi en aza indirdiğini buldu. Ek olarak, yolluk bileşenlerinin bir arada kümelenmesi poroziteyi azalttı, bileşenler topuğun yukarısında daha iyi performans gösterdi ve ızgara, kum yatağından biraz daha az porozite yarattı. Devam etmek için en düşük sıcak noktaya sahip kombinasyon seçildi.
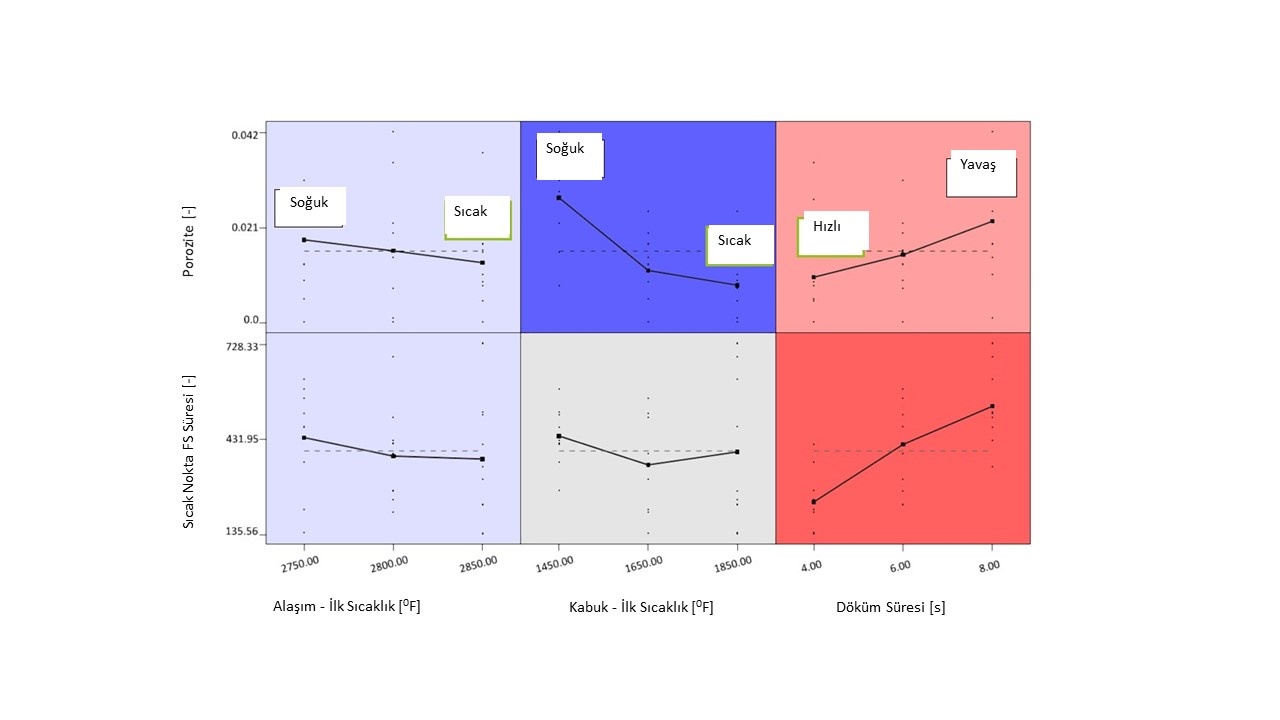
Yolluklar ve bileşen konumları optimize edildikten sonra son adım, optimum proses penceresini belirlemekti. MAGMA'daki mühendisler metal sıcaklığı, kabuk sıcaklığı ve döküm hızının etkilerini araştırmak için son DOE'yi kurdular. Sonuçlar, kalıpların mümkün olduğunca hızlı ve başlangıçta belirtilenden daha sıcak metal ve kabuk sıcaklıklarıyla dökülmesiyle porozitenin daha da azaltılabileceğini gösterdi. Bununla birlikte, en kötü durumlarda bile, elde edilen porozitenin mevcut kalıp düzeninden çok daha iyi olacağı tahmin edildi.
Projenin sonunda, dökümhane sadece konum değişiklikleri ve proses değişikliklerinin bir örneğini çalıştırdı ve bunların tek başına firelerini ortadan kaldırmak için yeterli olduğunu gördü.
EPS Industries, Inc. Hakkında
EPS Industries, Inc. 2000 yılından bu yana hassas döküm sanatını mükemmelleştirmekte ve sürekli olarak geliştirmektedir. 20 yılı aşkın süredir medikal, ulaşım, askeri, buhar bileşenleri, pompa ve vana endüstrileri için parçalar üretmektedir.