Gri ve Sfero Dökümde Kalıp Dolum Kusurları
Dökme demir üretiminde cüruf oluşumu [1,2], gaz kusurları [3] ve oksit filmlerinin [4] yolluk tasarımı uygulamalarından büyük ölçüde etkilendiği araştırmalarla kanıtlanmıştır. Dökme demirde kusur oluşumuna katkıda bulunan koşulları en aza indirmek amacıyla yolluk tasarımını analiz etmek ve optimize etmek için döküm süreci simülasyonunu kullanan dökümhane mühendisleri, yolluk tasarımının önemi konusunda genellikle aynı sonuca varmışlardır. Bu makalede, yolluk uygulamalarını iyileştirmek için MAGMASOFT® kullanılarak kusurların azaltılmasına ilişkin biri gri demirde diğeri sfero dökümde olmak üzere iki örnek ayrıntılı olarak açıklanmaktadır.
Çalışma #1: Gri Demir Volan
Aşağıda resmi görülen 89 poundluk C sınıfı gri demir volan, yüksek hurda oranlarına (dökümhaneye yıllık 18.000$'a mal olduğu tahmin edilen %4'ün üzerinde) ve işleme operasyonları sırasında müşteride ıskarta geçmişine sahip bir DISAMATIC dikey kesitli kalıplama makinesinde üretiliyordu (sağlanan dökümün %26'sının reddedildiği ve sonuç olarak dökümhanenin 100.000$'ı aşan maliyetlere maruz kaldığı 1 ay dahil). Kusurların büyük kısmı yolluk girişlerine yakındı ve kırmızıyla daire içine alınmış alanda kum, cüruf ve "kir" olarak sınıflandırılıyordu. Dökümhanenin MAGMASOFT® yeteneklerini eklemesinden önce mühendislik ekibi 5 yıl içinde 17 farklı kalıp değişikliği yapmış ve sorunu çözmede çok az başarı elde etmişti.
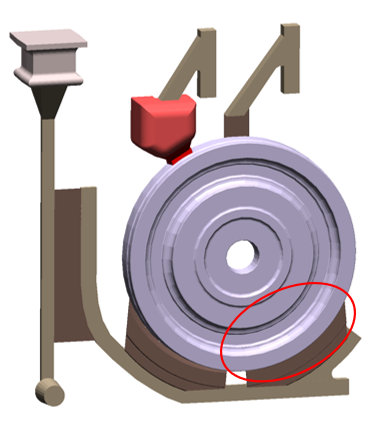
Kusurların döküm halindeki ve işleme sonrasındaki görüntüleri aşağıda görülebilir.

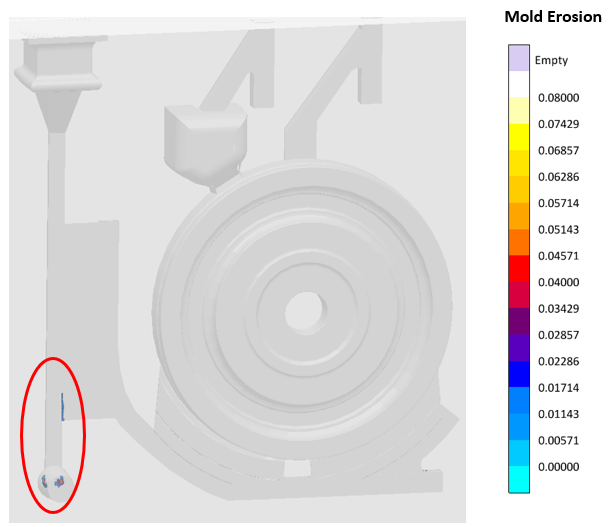
Temel yolluk sisteminin MAGMASOFT® kullanılarak yapılan analizi, yolluk ve yolluk kuyusundaki yüksek hızların kalıp erozyonuna yol açtığını, kum partiküllerini kalıp boşluğuna yıkadığını ve gözlemlenen kusurlara katkıda bulunduğunu ortaya koymuştur. Temel tasarım için kalıp erozyonu sonucu aşağıda görülebilir. Bu sonuç, metalin kalıba kritik bir hızın üzerinde, kritik bir zaman diliminden daha uzun bir süre boyunca çarptığı süreyi izler. Bu gerçekleştiğinde, kalıp erozyonunun büyük olasılıkla gerçekleşeceği belirlenmiştir. Yolluk tabanındaki kırmızı daire, dolum sırasındaki yüksek hızlar nedeniyle yeşil kumda erozyonun meydana gelmesinin muhtemel olduğu alanları vurgulamaktadır.
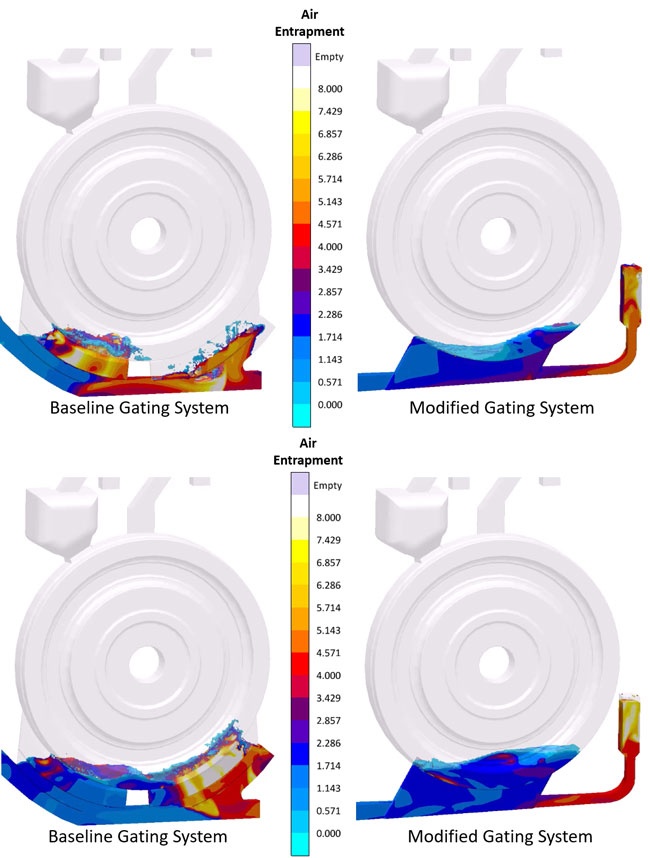
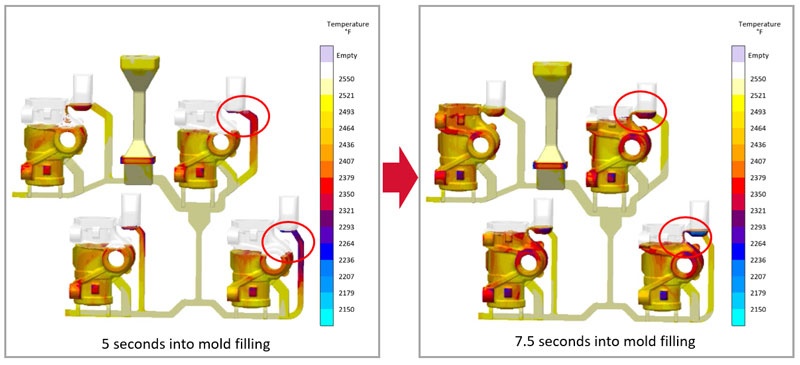
Yüksek metal hızlarının neden olduğu kum erozyonuna ek olarak, kalıp boşluğuna giren metalin yüksek hızlarının sıçramaya ve aşırı hava sıkışmasına yol açtığı da gözlemlenmiştir. Bu sıçrama ve yüksek hava sıkışması oksidasyona ve cüruf oluşumuna katkıda bulunuyordu. Aşağıdaki görüntüler, yolluk sisteminde yapılan değişikliklerin kalıp boşluğundaki sıçramayı ve hava sıkışmasını nasıl azalttığını vurgulamaktadır.
Yolluk değişikliklerinin sonucu olarak hem şirket içinde hem de müşteride reddedilen parça sayısında azalma oldu ve bunun yıllık 100.000$'dan fazla tasarruf sağladığı tahmin ediliyor. Takım değişikliği ayrıca yıllık 150.000$'ın üzerinde tasarruf sağlayacağı tahmin edilen %7'lik bir verim artışı ile sonuçlandı.
Çalışma #2: Sfero Döküm Gövde
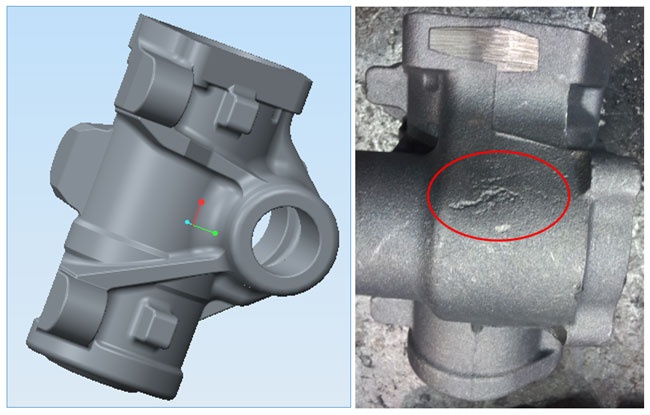
Aşağıda gösterilen sfero döküm gövde de DISAMATIC dikey kesitli kalıplama hattında üretiliyordu ve kırmızı daire içine alınmış kusur nedeniyle %22 hurda ile karşı karşıyaydı. 22'lik hurdanın dökümhaneye yıllık 118.000$'a mal olduğu tahmin ediliyordu.
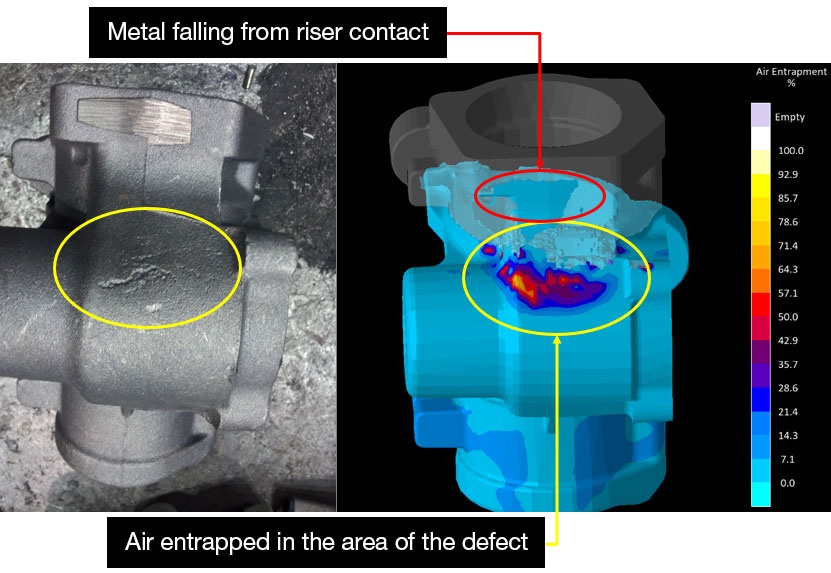
MAGMASOFT® kullanılarak yapılan temel kalıp tasarımının analizi, üst besleyiciye bağlı yolluktaki metalin doldurma sırasında durduğunu ve aşağıdaki resimlerde gösterildiği gibi besleyiciden aşağıdaki boşluğa serbestçe düşmeden önce önemli ölçüde soğuduğunu göstermiştir. Üst yükselticideki metalin soğutma yüzeyi, kalıp boşluğundaki atmosfere uzun süre maruz kalması nedeniyle yüksek oranda oksitlenmiştir.
Üst taraftaki besleyiciye giden yollukta oluşan soğuk metal ve oksitlenmiş eriyik cephesine ek olarak, besleyiciye temas eden metalin döküm boşluğundaki havayı aşağıda gösterildiği gibi kusurun gözlemlendiği aynı alana sıkıştırdığı da gözlemlenmiştir.
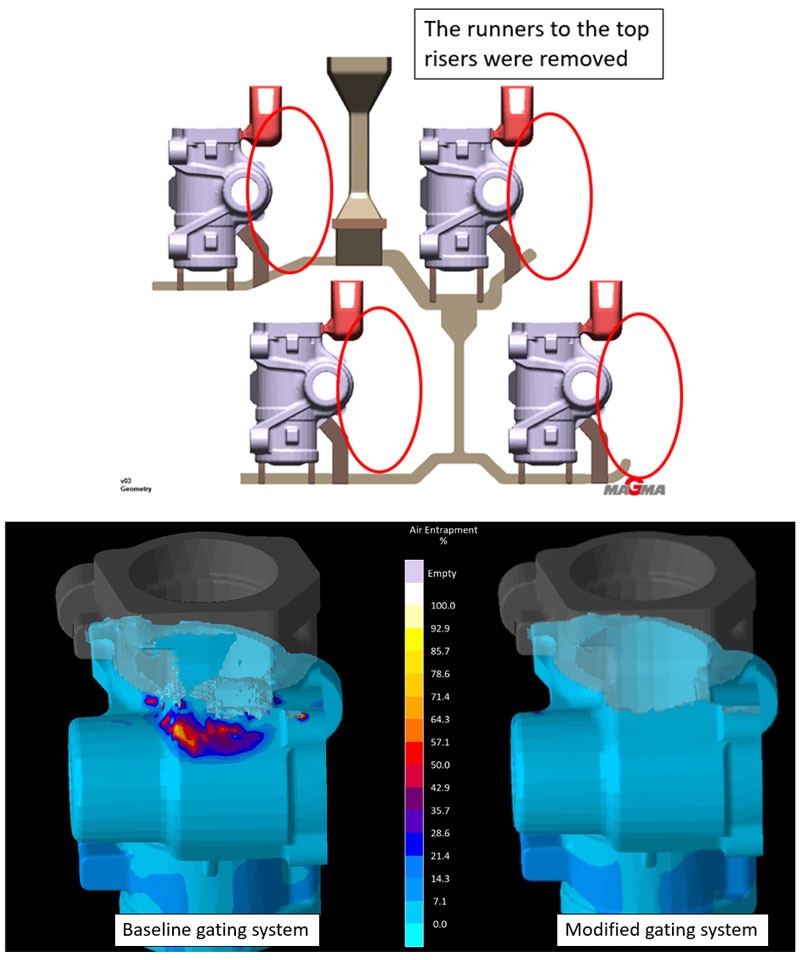
Bu çalışma için sorunun çözümü basitti. Aşağıda gösterildiği gibi, üst taraftaki besleyiciye giden yolluk kaldırılmış ve MAGMASOFT® ve MAGMAiron kullanılarak çekinti porozitesinin yolluk değişikliğinden etkilenmediği (yani dökümün hala sağlam olduğu) ve hava sıkışması ve soğuk oksitlenmiş metalin ortadan kaldırıldığı gözlemlenmiştir.
Örnek çalışma #2'nin üretim sonuçları, hurda oranının %22'den %3,6'ya düşmesi ve bunun da yıllık 118.000$ tasarruf sağlaması olmuştur. Yolluğun kaldırılması da bu değişiklikle elde edilen bir miktar verim artışı için yıllık 4.000$ tasarruf sağladı.
Özet
Araştırma ve simülasyonun her ikisi de demir dökümhanelerinin hurda oranlarını, müşteri redlerini ve bunlarla ilişkili büyük maliyetleri azaltma fırsatlarını vurgulamaktadır. MAGMASOFT® ve MAGMAiron dökümhane mühendisliği için hava sıkışmasını, sıçramayı, yüksek metal hızlarını ve kalıp erozyonunu azaltmaya çalışırken dökümün çekinti porozitesi açısından sağlam olmasını sağlayan temel araçlardır.
Alıntılanan yazılar :
[1] Gagné, M. & Paquin, Marie-Pierre & Cabanne, Pierre, 2008. “Dross in Ductile Iron: Source, formation and explanation,” 68th World Foundry Congress 2008, WFC 2008. 101-106.
[2] Hojjat Majidi, S., Beckermann, C., Fainberg, J., Schäfer, W. and Bodenburg, M., 2018/ “Modelling Approach and Challenges in Simulating Dross Formation in Ductile Iron Castings,” In Materials Science Forum (Vol. 925, pp. 419-426). Trans Tech Publications Ltd.
[3] Diószegi, A., Elmquist, L., Orlenius, J. and Dugic, I., 2009. “DEFECT FORMATION OF GRAY IRON CASTING”. International Journal of Metalcasting, 3(4).
[4] Nashwan, Z. and Griffiths, W.D., 2019. “Entrainment Defects in Cast Iron”, In Shape Casting: 7th International Symposium Celebrating Prof. John Campbell's 80th Birthday (pp. 17-29). Springer International Publishing.