Isı Kontrolünün Yapılması
Basınçlı döküm kalıpları, yüksek döngüsel termal yüklerin neden olduğu termal yorulma çatlaması veya kalıp yüzeyinin 'ısı kontrolü' nedeniyle genellikle sınırlı bir kullanım ömrüne sahiptir. Bir kalıbın yüzeyi, metal kalıbı doldurdukça ve döküm katılaştıkça sıcaklıkta hızlı bir artışa maruz kalır. Kalıp ısındıkça, genişlemeye çalışan ancak daha soğuk alt yüzey alanları tarafından kısıtlanan yüzeyde basınç gerilmeleri oluşur.
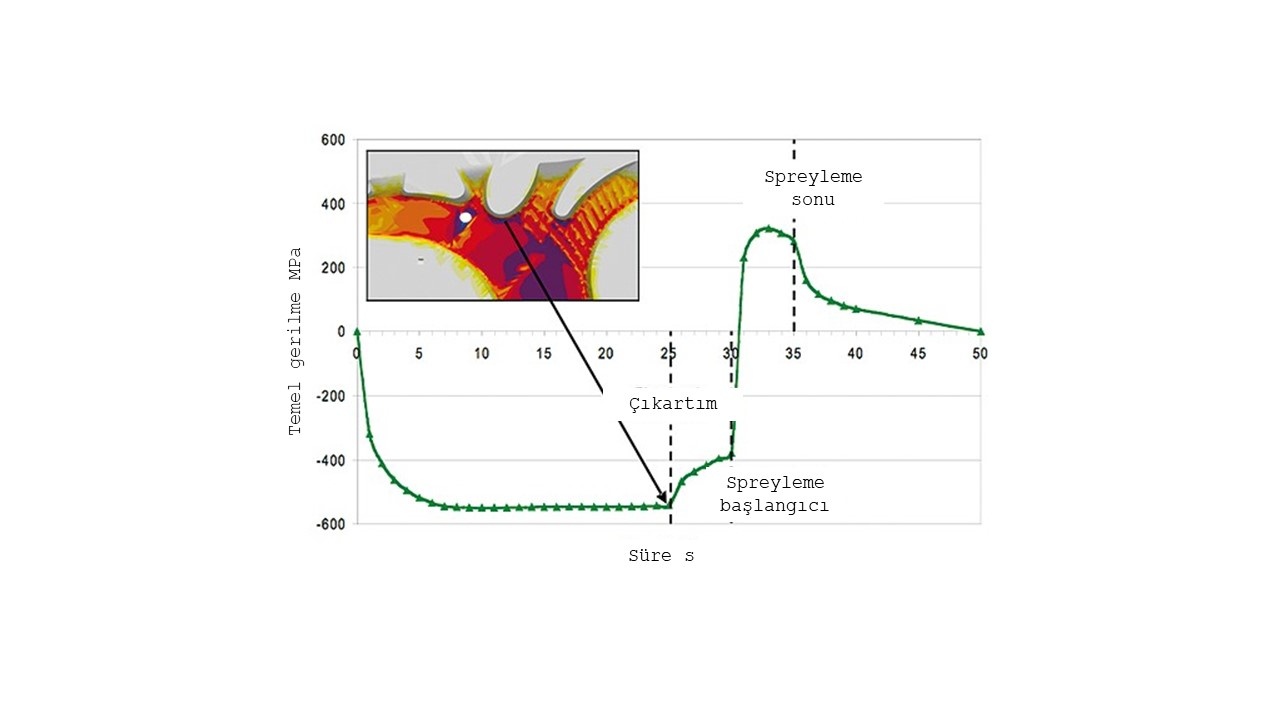
Çıkartmadan sonra kalıp yüzeyi soğur. Bu süre zarfında basınç gerilimi seviyeleri azalır. Kalıp yüzeyine püskürtme yapılırsa, kalıp yağlayıcısında bulunan su buharlaştığı için çok hızlı bir soğuma yaşanır. Bu durum, püskürtme işleminin bitiminden hemen sonra, yüzey büzülmeye çalıştığından ancak artık daha sıcak olan yüzey altı bölgeleri tarafından kısıtlandığından, gerilmelerin gerilme haline gelmesine ve zirve yapmasına yol açar.
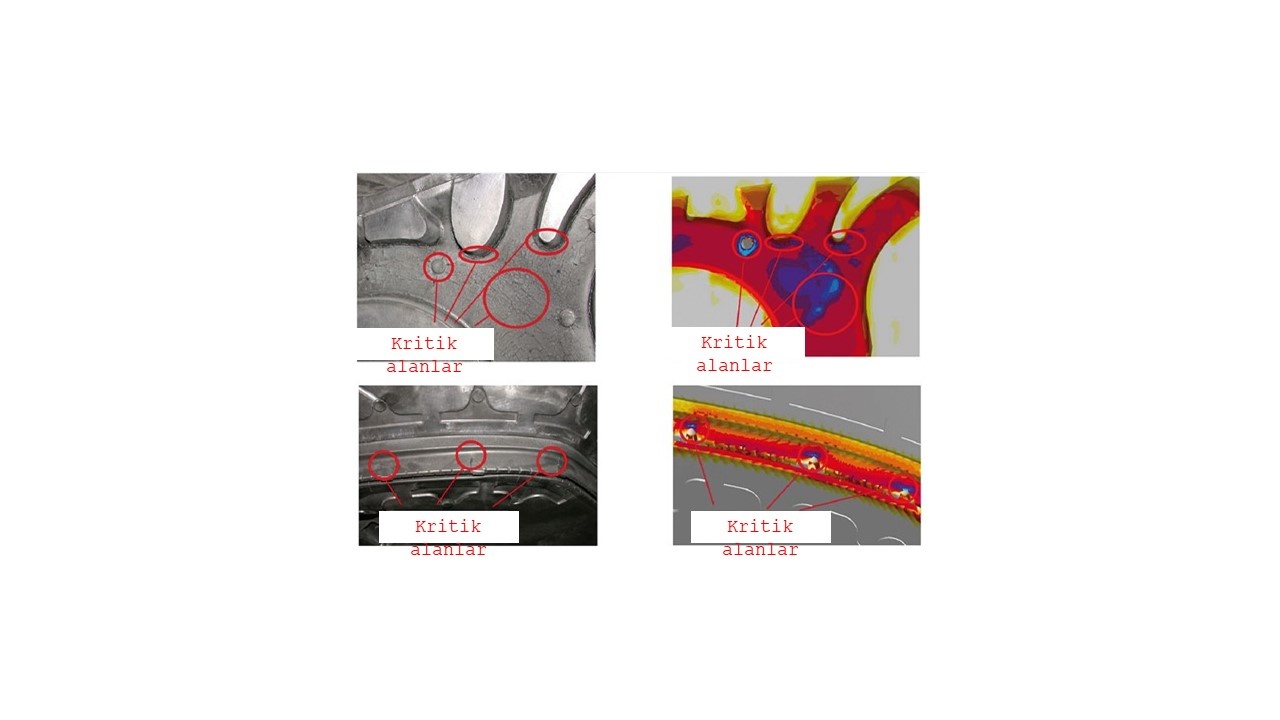
Birkaç bin döngü boyunca tekrarlanan bu süreç, kalıp yüzeyinde termal yorulma çatlamasına ve ısı kontrolünün ortaya çıkmasına neden olur.
Döküm sırasında kalıptaki sıcaklıkların ve gerilmelerin analiz edilmesine rağmen, simülasyon döngüsel gerilme yüklemesinin ısı kontrolünün başlangıcını nasıl etkileyeceğini belirleyebilir.
* Volkswagen AG, Almanya'nın izniyle