Büyük Yapısal Parçalarda Çarpılmaların Önlenmesi Mümkün Mü?
Cevap tabii ki evet. MAGMASOFT®, büyük yapısal dökümlerdeki çarpılmaları en doğru şekilde analiz ederek size çözüm önerileri sunar. VW Touareg ve Porsche Cayenne'in arka aks bileşenindeki döküm hatalarının nasıl giderildiğini birlikte inceleyelim.
Alman otomotiv grubu Volkswagen ekibi için her şeyden önce buradaki asıl sorun, sonsuz sayıda kalıp revizyon ihtiyacıydı: döküm parça, çizime karşılık gelecek şekilde üretilene kadar uzun bir süreç gerekiyordu. Boyutsal doğruluğu sağlama noktasında, MAGMASOFT® ile yapılan çarpılma analizi ön doğrulamaların tespitinde büyük fayda sağladı.
"Ön doğrulama", parça geometrisinin kalıp boşluğuna deforme bir şekilde işlenmesi ve böylece üretilen "çarpılmış" parçanın kasıtlı olarak istenen geometriye "eğrilmesi" anlamına geliyor. Bu konsept, doğrultma işlemlerinin maliyetini ve düzeltilemeyen hurda parça sayısını önemli ölçüde azaltıyor. Bu sayede ilk dökümden sonraki kalıp revizyonlarının sayısı önemli ölçüde düşerken kaynak ve proses verimliliği de en üst seviyeye çıkmış oluyor.
Sektörde şimdiye kadar, döküm parça çarpılmalarının ön doğrulaması için kullanılan veriler, kalıbın üretilmesi sonrasında gerçekleştirilen döküm denemelerinden veya serilerden elde edilen deneyimlere veya ölçüm sonuçlarına dayanmaktaydı.
Döküm prosesi simülasyonunun olanakları ile bu bilgi, henüz kalıp imal edilmeden erken tasarım aşamasında kolayca belirlenebiliyor.

Aşağıdaki vaka analizinde, MAGMASOFT® ile döküm kalıbındaki çarpılmanın ön doğrulamasının nasıl ele alındığını gösteren VW grubu yapısal alüminyum döküm parçası görülüyor (Şekil 1).
İnce cidarlı yapısal bileşen için görülen kalıp sistemi, doğal sünek alüminyum alaşımı için tasarlandı. Doğal sünek döküm alaşımı burada ek çarpılmaya yol açabilen ve çoğu zaman doğrultma işlemi gerektiren pahalı ısıl işlem proseslerine gerek kalmadan üretim yapmaya olanak sağlıyor.
Dökümdeki çarpılmaların en güvenilir şekilde tahmin edilmesi kalıbın dolumu ve katılaşma sürecinin mümkün olan en gerçekçi şekilde analiz edilmesine dayanıyor. Bu amaçla simülasyon modelinde, kalıp çekirdeklerinin ayrıntılı yerleşimine ek olarak, kalıbın tüm termal profili ve ayrıca gerçek işlem süreleriyle ısıtma çevrimleri de dikkate alındı. Dökümdeki çarpılma daha sonra kalıp içinde, parçanın çıkarılmasından önce ve sonra, su vermeden sonra ve yolluk sisteminin ve çapakların trimlenmesinden sonra ayrı ayrı hesaplandı. Simülasyondan elde edilen çarpılma sonucu, kalıptaki çarpılmanın ön doğrulaması için temel geometri olarak baz alındı.
Sonuçlar, proses uzmanlarının yönlendirmesiyle birlikte, döküm proses simülasyonundan -0.75 faktörü ile dışa aktarıldı (-1, %100 ön doğrulama anlamına geliyor, -0.75, dolayısıyla %75'e tekabül etmekte). Çarpılmış geometri daha sonra kalıp boşluğu boyutuna geri ölçeklendi. Daha sonra uyarlanmış çarpılma sonucu, kalıp atölyesinde tasarımda kullanılmak üzere CAD modeli olarak dışa aktarıldı. Kalıpta sanal olarak belirlenen sapma boyutları ile, kalıp (döküm, yolluk ve hava cebi ve kalıp çekirdekleri) yeniden tasarlandı. Ardından, ön doğrulama için gerekli boyutları kontrol etmek amacıyla, değiştirilmiş kalıp geometrisi (önceden doğrulanmış çarpılma dahil) ile tam bir süreç simülasyonu gerçekleştirildi. VW proses kararlılığını değerlendirmek ve soğutma sıcaklıkları ile kalıbın açılma süresi gibi kritik işlem parametrelerinin aks parçasının çarpılma davranışı üzerindeki etkilerini analiz etmek için üstün MAGMASOFT® yaklaşımından faydalandı.
Final simülasyonda, "sanal ortamda" düzeltilen kalıp, döküm parçanın çoğu bölgesinin izin verilen toleranslar dahilinde üretilmesini sağladı. Hataları ortadan kaldırmak için kalıp optik olarak ölçüldükten sonra, VW ilk ham parçaları üretti ve ardından gerçek geometrik sapmaları tahmin edilen çarpılmalar ile karşılaştırdı.
Üretilen parçanın optik ölçümü daha sonra simülasyonun çarpılma sonucu ile karşılaştırıldı.
Aynı zamanda, mevcutta kullanılan döküm prosesinin seçilmiş proses parametreleri sağlamlık açısından da analiz edildi. Burada, farklı kalıp açılma sürelerinin ve kalıbın ısıl profilinin de parçadaki çarpılma üzerinde etkili olduğu dikkate alındı.

Şekil 2'de, dökümün kalıptan çıkarıldığı andaki sıcaklık dağılımı görülüyor. Genellikle parçalardaki çarpılmalar, parçanın çıkarılması sırasındaki “geri yaylanma” (parça kalıptan çıkarıldığında depolanan elastik gerilmelerin serbest kalması) kuvveti ve ardından ortam sıcaklığına soğumanın neden olduğu (serbest) çarpılmalar dolayısıyla oluşuyor. Daha yüksek sıcaklıklara sahip lokal alanların, soğuma sırasında daha soğuk alanlardan daha güçlü bir etkiye sahip olması da ciddi çarpılmalara neden olmakta.
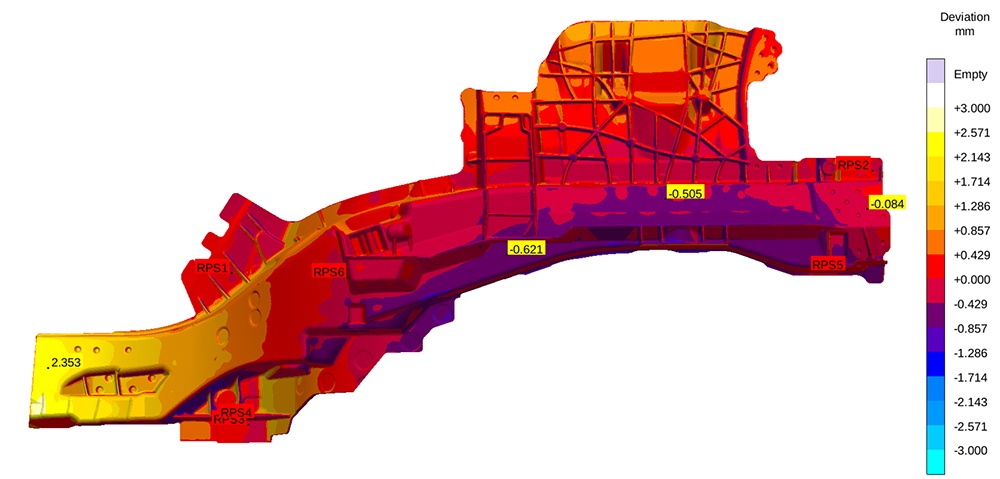
Şekil 3'te, MAGMASOFT®'ta önceden doğrulanan bozulma dikkate alınmadığı durumdaki sanal çarpılma sonuçları görülüyor. Bağlantı parçasının sol ucunda maksimum yaklaşık +2,3 mm şeklinde nominal geometriden bir sapma görülüyor. Ölçümler, RPS (Referans noktası sistemi) konumlandırma kullanılarak gerçekleştiriliyor. Burada referans noktası sisteminin (RPS) görevi ise parçanın boş alanda net bir şekilde konumlandırılması.
, RPS konumlandırmada önceden doğrulanmış kalıp ile simülasyondan elde edilen sonuç (b), parçanın gerçek ölçümü (c)")
Şekil 4a'da, ölçüm yazılımındaki ön doğrulamasız versiyonun simülasyon sonuçları görülüyor. Simülasyondaki çarpılan parçanın sanal ölçüm aracına aktarılması VW'ye seri üretim sırasındaki gerçek parçaların kalite denetimine benzer şekilde sanal bir ölçüm raporunun oluşturulmasını sağlıyor. Bu şekilde, hesaplanan çarpılmalar, istenen herhangi bir detaya ve spesifikasyona göre analiz edilebiliyor. MAGMASOFT®'daki (Şekil 3) Ölçüm Perspektifinden yapılan değerlendirmeye karşılık olarak, burada da nominal geometriden maksimum sapmanın parçanın sol ucunda olduğu görülüyor (RPS konumlandırma).
Şekil 4b'de, önceden doğrulanmış kalıp geometrisiyle simülasyonda elde edilen çarpılma sonucu, yine RPS konumlandırmasında gösteriliyor. Parçadaki çarpılmanın büyük ölçüde azaldığı göze çarpmakta. Neredeyse tüm kritik alanlar, +/- 0,7 mm'lik birleştirme ve fonksiyonel yüzeyler için belirtilen toleranslar dahilinde.
Şekil 4c ise, MAGMASOFT® ile çarpılma tahmini için kullanılan aynı parametrelere sahip aks parçasının gerçek ölçümlerini gösteriyor. Parça, boyutsal olarak tamamen belirtilen toleranslar dahilinde ve simülasyon tarafından öngörülen geometriye hem nitelik hem de nicelik olarak karşılık geliyor.
MAGMASOFT® ile döküm proses simülasyonundan elde edilen aks çarpılma tahminleri, önceden doğrulanmış geometriyle üretilen gerçek döküm parça üzerindeki ölçüm sonuçlarıyla iyi bir uyum göstermekte. Simülasyona dayalı olarak değiştirilen kalıp tasarımı, ilk denemeden sonra ek doğrulama döngülerine gerek kalmadan parçanın çoğu bölgesinin tolerans içinde olmasını sağladı. MAGMA ile çalışmadan önce, kalıptaki ön doğrulamanın birkaç döküm denemesi yoluyla belirlenmesi gerekirken bu eski yöntem büyük maliyetlere ve başka hatalara yol açmaktaydı. VW için yeni yaklaşım artık tek yönlü bir yol değil: Büyük dökümler artık uzun gecikmeler olmadan ve hepsinden önemlisi çarpılma olmadan rahatlıkla üretilebiliyor.
Volkswagen Hakkında
Merkezi Wolfsburg, Almanya’da bulunan Volkswagen AG (VW), Avrupa’nın en büyük otomobil üreticilerinden biri. Dünya çapında ortalama üretimi günde yaklaşık 43.000 araç ve ürün portföyü motosikletlerden, küçük ve lüks otomobillerden otobüslere ve ticari araçlara kadar uzanıyor. Ayrıca, şirket çeşitli finansal hizmetler de sunuyor.