“Soğuma Profili Optimizasyonu” ile Sıcak Yırtılmalar Kolaylıkla Önlenebiliyor!
Sıcak yırtılmalar dökümhanelerde genellikle giderilmesi çok maliyetli olan, bazı durumlarda üretimin sekteye uğramasına ve hatta parçalarda yapısal hatalar oluşmasına neden olabilen döküm hataları olarak biliniyor. Ürün geliştirme süreçlerinin hızlı şekilde bitirilmek istenmesi de dikkatsizlik sonucu genellikle bu tip döküm hataların artmasına neden olup; tasarım ve metot birimlerinde çalışanların üzerindeki baskıyı oldukça arttırıyor.
Özellikle otomotiv sanayine yönelik ürün gamına sahip dökümhanelerde çekinti porozitelerinin tutarlı bir şekilde izlenmesi ve tahmin edilmesi günümüzde artık standart bir prosedür olmasına rağmen, sıcak yırtılma konusunda ise işletmelerde bu tipte düzenlemelere nadiren rastlanıyor. Yapılan analizlerde teorik olarak kritik bölgelerin tespit edilebilmesine rağmen pratikte parçalar üzerinde tespit edilen sıcak yırtılma hatası sayısının hesaplanandan daha fazla çıktığı gözleniyor. Buradan yapılan çıkarımla, sıcak yırtılma hatalarının önlenmesi noktasında özellikle ürün geliştirme ve prototip üretiminde yapılacak çalışmaların büyük önem arz ettiği görülüyor.
Hafif alaşımlardan komponent üretiminde dünyada öncü kuruluşlardan biri olan sadık MAGMASOFT® kullanıcısı Martinrea Honsel’de yapılan çalışma, yağ karteri parçasında ürün geliştirme sürecinde yapılacak bir simülasyon çalışmasıyla sıcak yırtılmaların nasıl önlenebileceği detaylı olarak gözler önüne seriliyor.
Sıcak yırtılmalar dökümhanelerde genellikle giderilmesi çok maliyetli olan, bazı durumlarda üretimin sekteye uğramasına ve hatta parçalarda yapısal hatalar oluşmasına neden olabilen döküm hataları olarak biliniyor. Ürün geliştirme süreçlerinin hızlı şekilde bitirilmek istenmesi de dikkatsizlik sonucu genellikle bu tip döküm hataların artmasına neden olup; tasarım ve metot birimlerinde çalışanların üzerindeki baskıyı oldukça arttırıyor.
Özellikle otomotiv sanayine yönelik ürün gamına sahip dökümhanelerde çekinti porozitelerinin tutarlı bir şekilde izlenmesi ve tahmin edilmesi günümüzde artık standart bir prosedür olmasına rağmen, sıcak yırtılma konusunda ise işletmelerde bu tipte düzenlemelere nadiren rastlanıyor. Yapılan analizlerde teorik olarak kritik bölgelerin tespit edilebilmesine rağmen pratikte parçalar üzerinde tespit edilen sıcak yırtılma hatası sayısının hesaplanandan daha fazla çıktığı gözleniyor. Buradan yapılan çıkarımla, sıcak yırtılma hatalarının önlenmesi noktasında özellikle ürün geliştirme ve prototip üretiminde yapılacak çalışmaların büyük önem arz ettiği görülüyor.
Hafif alaşımlardan komponent üretiminde dünyada öncü kuruluşlardan biri olan sadık MAGMASOFT® kullanıcısı Martinrea Honsel’de yapılan çalışma, yağ karteri parçasında ürün geliştirme sürecinde yapılacak bir simülasyon çalışmasıyla sıcak yırtılmaların nasıl önlenebileceği detaylı olarak gözler önüne seriliyor.

Olası Hataların Önceden Tespiti
Kritik bölgelerin analizinde MAGMAstress modülü sayesinde katılaşma ve soğuma fazlarında anlık olarak sıcak yırtılma olasılıkları hesaplanabiliyor. Bu tür sıcak yırtılma hesaplamalarında bölgesel gerilme oranlarının, özellikle dendritik büyümeden dolayı beslemenin mümkün olmadığı noktalarda, değerlendirilebilir olması işletmelere büyük faydalar sağlıyor. Ayrıca bu tip çalışmalarda katılaşma sürelerindeki uzamaların sıcak yırtılma eğilimini arttırdığı da algoritma içerisinde göz önüne alınabiliyor.
Sıcak yırtılma kriteri deneme dökümleri yardımıyla ayarlanıp rahatlıkla test edilebiliyor. Çalışmada bu amaçla ilk olarak farklı uzunluklara sahip ve katılaşma sırasında kalın kesitler sebebiyle çekinti eğilimlerinde kısıtlamaların bulunduğu deneme çubukları hazırlanıyor (Figür 2).
Yapılan incelemelerde parça üzerindeki kalın ve ince kesitlerin birleşim noktalarında yüksek gerilmelerin oluştuğu ve parça uzunluklarının artmasıyla birlikte gerilme değerlerinin de arttığı ortaya çıkıyor. Bu doğrultuda, kısa çubuklarda sıcak yırtılma eğiliminin düşük olduğu, uzun çubuklarda ise eğilimin yüksek olduğu sonucu çıkarılıyor.
Yapılan teste dair sonuçlarla simülasyon sonuçları arasındaki benzerlik çalışanlar tarafından teyit ediliyor. Uzunluğu en kısa olan çubuk yapılan diğer testlerde de hiçbir çatlak göstermiyor ve en uzun çubuk ise testlerde eşik değerlerin hep altında kalarak yapısal deformasyona uğruyor. Simülasyon sonuçları ile karşılaştırıldığında testlerde çubukların yapısında oluşan ilk çatlak üzerinden kopmaya uğradığı tespit ediliyor.

MAGMASOFT® içerisinde simülasyon esnasında gelişmiş özelliklerle sıcak yırtılma kriterinde kritik bölgeler görülebiliyor. Hesaplamada hem parça hem de kalıp tasarımı göz önüne alınarak; gerilme hesaplamaları temel kabul ediliyor. Bu nedenle hesaplama süresi ekipman yeterli bellek gücüne sahip olsa dahi oldukça uzayabiliyor. Parça soğuma profilinin optimizasyon çalışması esnasında, hesaplama süresinin azaltılması için Martinrea Honsel mühendisleri yeni ve oldukça basit bir modelleme geliştirerek sıcak yırtılmaya eğilimli bölgeler için kalitatif risk analizi yapmayı mümkün kılıyorlar. Çalışma sonuçlarını test etmek amacıyla gerilme hesaplamasına dayanan klasik bir sıcak yırtılma analizi de gerçekleştiriyorlar.
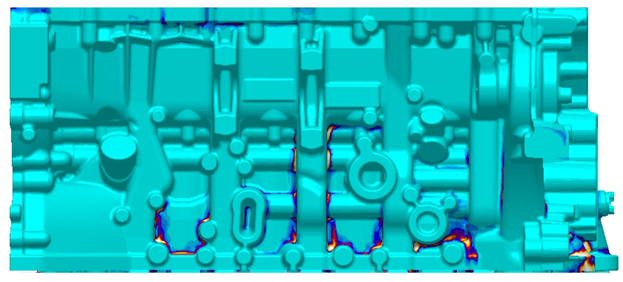
Çalışmanın çıkış noktası olan yağ karteri parçası alçak basınçlı döküm tekniğiyle üretiliyor ve prototip aşamasında karşılaşılan sıcak yırtılma hatası ayrıca MAGMASOFT® stres simülasyonu ile de görülüyor (Figür 3).
Martinrea Honsel tarafından belirlenen basitleştirilmiş sıcak yırtılma parametresi (SHC) ile sıcak yırtılmaya eğilimli ve soğuma hızından daha fazla etkilenen bölgelerdeki katılaşma hızları değerlendiriliyor. Söz konusu parametre MAGMASOFT® içerisinde “user-result” seçeneği ile giriliyor ve kritik alanlar üzerinde kullanılabiliyor.
Proses parametrelerinin sistematik optimizasyonunda parça üzerinde soğuma aşamasının başladığı değer girildikten sonra, proje hedef kriterleri de porozite ve sıcak yırtılmanın minimize edilmesi olarak belirleniyor.

Analiz sonucu ortaya çıkan Ana Etki Diyagramında (Figür 4) aktif soğumanın başladığı 153. saniyeye kadar geçen süreçte sıcak yırtılma parametresinde belirgin bir düşüş görülüyor. Aktif soğumanın daha geç başladığı durumda, koşullarda herhangi bir değişiklik tespit edilmiyor. Diğer yandan belirlenen alanlarda porozite oluşma riskinin soğuma süresindeki uzama ile doğru orantılı olduğu görülüyor. 133. saniyeden itibaren daha uzun sürelerde herhangi bir artış görülmüyor. Bu doğrultuda sıcak yırtılma ve besleme koşullarını optimize etme amacıyla seçilen proje hedef kriterleri arasındaki çelişki ortaya çıkarılmış oluyor. Elde edilen veriler neticesinde optimum proses koşulları için uygun zaman aralığının 93. ve 133. saniyeler arası olduğu görülüyor.
 ve porozite riskinin soğuma başlangıç zamanına göre değişimi")
Sonuçların Teyit Edilmesi
Sonuçları teyit etmek amacıyla optimum zaman aralığı içinde kalan bir değer seçilerek klasik stres simülasyon analizi gerçekleştiriliyor. Seçilen bölge içerisinde kritik bir porozite değerine rastlanmazken, gerçek sıcak yırtılma değerinde ise orijinal pozisyona göre gözle görülür bir düşüş olduğu tespit ediliyor. Sonrasında yapılan deneme dökümlerinde de kritik bölge üzerinde herhangi bir porozite ya da sıcak yırtılma oluşumuna rastlanmıyor.
Söz konusu çalışma, gerilme bazlı sıcak yırtılma analizi ile basitleştirilmiş modelin kombinasyonuyla kritik bölgeler üzerinde farklı kriterlerin verimli bir şekilde nasıl analiz edilebileceğini ve etkisi olan parametrelerin nasıl tespit edilebileceğini ortaya koyuyor. Bu sayede parça bazında da kalite güvence kriterlerinin kolaylıkla belirlenebileceği açık olarak görülüyor.

Martinrea Honsel
Fritz Honsel tarafından kurulan Martinrea Honsel firması 100 yıldan fazla bir süredir sürekliliği ve inovasyonu esas alan kültürüyle başarılı bir şekilde faaliyetlerini devam ettiriyor. Firma kültürü sayesinde uzun yıllardır müşteri beklentileri ve kriterleri başarılı ve sürekli bir şekilde inovatif prosesler ve ürünler ile hayata geçiriliyor. Martinrea Honsel günümüzde otomotiv sanayine hizmet eden güvenilir bir ürün geliştirme ve seri üretim partneri olarak bilinmekte. Almanya, İspanya, Brezilya, Meksika ve Çin’de bulunan üretim tesislerinde alüminyum alaşımlarından binek ve ticari araçlar için başta motor, aktarma organları, süspansiyon ve şasi bileşenleri olmak üzere makine sanayi ve diğer sektörler için de komponent üretimi gerçekleştiriliyor.