Třinecké železárny’de İngot Döküm Optimizasyonu
Třinecké železárny (TŽ) döküm ingotların tanınmış bir üreticisidir. Güvenilir ve stabil üretim prosesleri ve yüksek kaliteli ve hatasız ürünler değişmez koşullardır. Bu koşullara yönelik artan talep sebebiyle, geliştirilmiş kalite ve aynı zamanda düşük maliyet için TŽ yakın zamanda yeniliğe gitmeye ve sonuç olarak tüm ingot döküm hattını optimize etmeye karar vermiştir.
Karmaşık üretim proseslerinin etkili bir revizyonu için, TŽ uzmanları uygun araçlara ihtiyaç duymaktaydı. Etkili bir değerlendirme için araçlar ve otonom optimizasyon sunan MAGMA5’in en son sürümünün potansiyelini hızla fark ettiler.
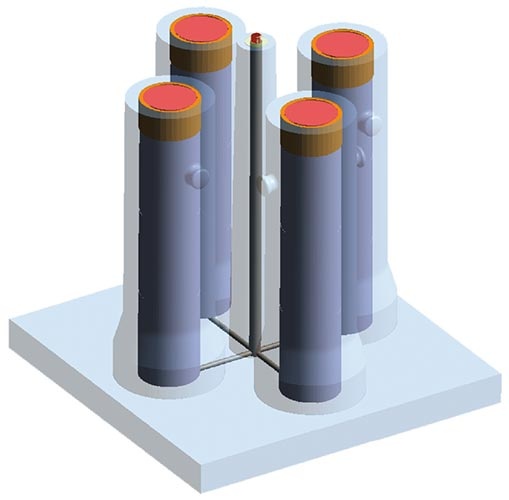
Optimizasyon için seçilen ilk ingot, dört elemanlı kümede yaklaşık 5 ton ağırlığında ve uzun, ince silindirik bir çelik ingottu. Sıyırma amacı sebebiyle, ingotun orijinal şekli “A” harfini andıran ters koni biçimindedir. Bu şekil ile TŽ şimdiye kadar iyi kalite ingotlar üretmişti fakat yeni talepleri karşılamak için, eksendeki makro çekinti miktarının azaltılması gerekmekteydi. Optimizasyonun hedefi, birkaç olası çözümün otonom simülasyonu ile gelişmiş bir döküm şekli geliştirmekti. Deneylerin tasarımı ve genetik algoritmaların kombinasyonu, ingot gövdesi, başı ve yalıtımın olası varyasyonlarının etkisini araştırmak için kullanılmalıdır. Ayrıca, döküm prosesinin optimal sağlamlığını desteklemek ve yeni kalite taleplerini karşılamak için çelik kalıbın planı modifikasyona açıktı.
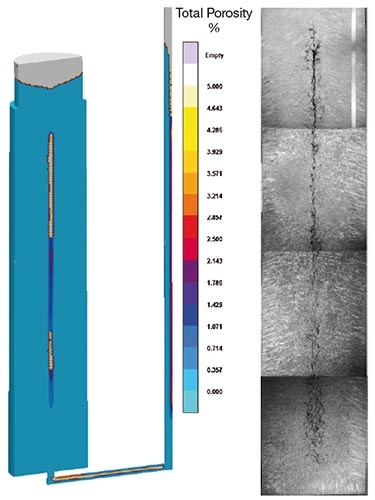
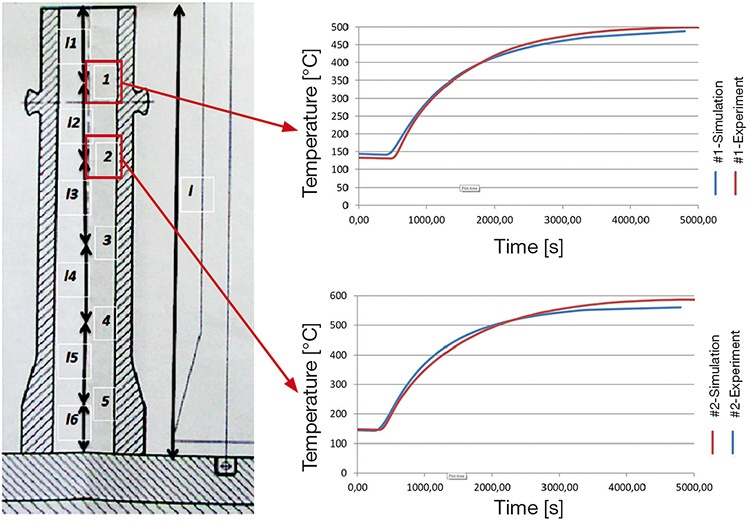
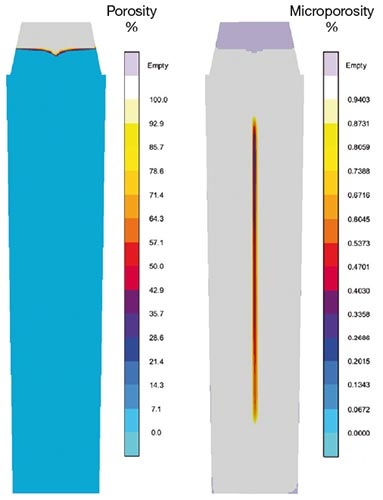
İlk önce, TŽ mühendisleri gözlemlenen makro çekintinin temel sebeplerini belirlemek için son üretim prosesini analiz etti. İngotlardan birinin kesiti alındı ve porozite analiz edildi. Sonuç olarak, döküm prosesi süresince kesin sıcaklık ölçümlerine imkan verecek şekilde dört ingotun birinin uzunluğu boyunca beş termokupl yerleştirilerek çelik kalıp modifiye edildi. Bu sıcaklık kayıtları, daha sonra ölçülen ve hesaplanan sıcaklık eğrileriyle eşleştirilerek MAGMASOFT® için yüksekliğe bağlı optimal ısı transfer katsayısı elde etmek için kullanıldı.
Simülasyon ile gerçeklik arasındaki uyumluluğa bağlı olarak, bir sonraki adım birden fazla hedefi takiben otonom bir optimizasyon kurmaktı. En iyi proses parametreleri ve geometrik özellikleri belirlemek için iki hedef tanımlandı:
1.) minimum çekinti porozitesi,
2.) minimum eksen mikro porozitesi.
Yeni istenen özelliklere göre bir dökümde makroskopik çekinti olmaması istendiğinden ingot gövdesinin incelenen her bölgesindeki izin verilen porozite %0’a ayarlandı. Toplamda; döküm sırasındaki akış profili, ingot boyutları, başı, izolasyon manşonu, çelik kalıp ve döküm sıcaklığını da kapsayan, 11 bağımsız döküm ve geometrik tasarım değişkeni optimizasyon prosedüründe kullanıldı. Daha sonra MAGMA5 tasarımların ilk setini ve onu takip eden sekiz üretimi otonom olarak oluşturmak için kullanıldı. Yaratılan ve test edilen varyasyonlar kapsamlıydı ve geçmişte mühendisler tarafından değil pratik denemeler tarafından kullanılan seçenekleri içermekteydi.
Mühendisler değerlendirme perspektifinde tasarımları değerlendirdi ve analiz etti. Sıralamaya göre ilk beş tasarım, mühendislere üretim maliyetleri bakımından aralarından en iyisini seçme imkanı verecek şekilde amaçlara yakın değerlere ulaşmaktaydı.
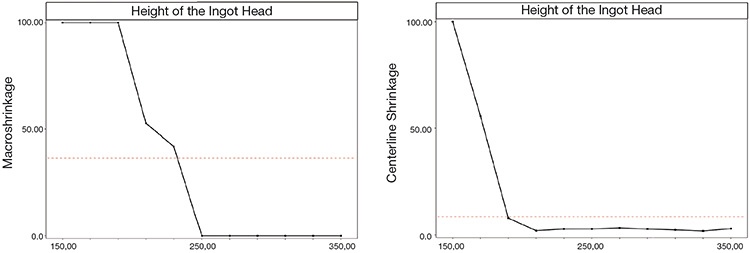
Ana etki diyagramlarının incelenmesinde ingot başının yüksekliği ile eksen ve makroporozite arasında kuvvetli bir korelasyon olduğu görüldü.
Kritik bir yüksekliğin altında, dikkate değer miktarda makroskopik çekinti porozitesi ve eksen çekintisi ingot gövdesinde oluşmaktaydı. Bu tasarımlar TŽ için kabul edilemezdi ve bu yüzden bir sonraki değerlendirmelere dahil edilmediler.
Bir sonuca ulaşmak için, mühendisler geri kalan geometrik parametrelerin etkilerini değerlendirmeye aldı. En iyi tasarım daha önce kullanılan “A” yerine “V” şekliydi ve yönelimli katılaşmayı önemli ölçüde iyileştirdi. Ek olarak, ingot başının yeni şekli önceki gibi düz değil koniktir. Modifiye edilmiş izolasyon manşonu ile birlikte, bu tasarım besleme verimliliği anlamında genel olarak en iyi sonuçları sağlamıştır.
Yeni tasarımın makro porozite sonuçları müşterinin talepleriyle uyum içerisindedir. TŽ’de daha önce yapılan araştırmada dövme işleminin bu poroziteye tam olarak yaklaşacağını ispatlandığı üzere, kalan mikroporozite miktarı da istenen özelliklere uygundur.
Optimizasyon prosesinin sonunda, TŽ mühendisleri zaman ve kaynak tasarrufu sağlayarak ingot döküm prosesini gözle görülür derecede geliştirmek ve yeni koşulları sağlamak için otonom optimizasyon araçlarını başarıyla kullanmıştır.
Firma Bilgisi
Třinecké železárny / Moravia Steel Çek Cumhuriyeti’inde tarihi 19. yüzyıla dayanan en büyük çelik üreticisidir. Çok sayıdaki bağlı kuruluşlarıyla birlikte, firma Orta Avrupadaki en önemli endüstriyel grupların arasında yer almaktadır. Şu anda, demiryolu, filmaşinler, ingotlar, haddelenmiş blum, kütük, slablar gibi yarı mamülleri içeren ürünleri dünya genelinde 60’tan fazla ülkeye ihraç edilmektedir. Třinecké železárny’de MAGMASOFT® uzun zamandan beri süregelen bir gelenektir.