No Risk, No Gain: How MAGMASOFT® Supports DISA’s Success
Foundries always strive to optimize their processes by increasing productivity and yield as well as reducing scrap. Hardly anything new – nevertheless important aspects that significantly influence the factor “time”. Faster and defect- free production are key in gaining a competitive edge.
In addition, implementing measures to decrease emissions in the manufacturing process wherever possible is a continuous requirement. The to-do list is becoming longer and longer.
So how to eliminate the first items on the list? A simple concept could be a promising solution – but would also come with a certain risk. DISA, a global supplier of molding lines and foundry technology, offers their customers a socalled “win-win” solution. Instead of paying a consultancy day rate, the customer pays only for the realized improvements.
What Can Be Optimized?
In a win-win project by DISA, the first step was to identify 3-10 sets of pattern plates that were causing problems for the foundry (whose name is confidential).
DISA’s experienced engineers worked regularly together with the experts from the foundry to evaluate these patterns. The questions were: What is their status today, and what can be optimized or improved? The analysis focused not only on the molding line but on the entire process.
The jointly agreed improvement period is usually 12 months and typically includes three 5-day on-site visits. The team mutually selects goals such as improvement of yield, scrap and productivity. Sometimes, other parameters like surface quality are included.
Target metrics are set to check the success, for example, the reduction of the scrap rate. According to the “win-win” principle, the compensation is paid only if the pre-defined goal is reached.
A Look at Simulation Results Provides Transparency
And now to why DISA counts on MAGMASOFT®: Managing complex optimization calls for a more sophisticated method. A multidisciplinary approach was required, focusing on both process and equipment-related issues.
During the visits to the foundry, the project engineer collected data and sent it to DISA’s backoffice team. The team then prepared the simulation data and used virtual optimization to prepare new pattern plates – this entirely prior to the next appointment. It allowed an efficient use of the limited days available in the foundry. Furthermore, DISA remotely accessed the molding lines to verify and ensure optimal performance, for example, after a pattern design change.
The results of the simulation were clear: Critical, small yet relevant and necessary modifications were implemented in the design of gating and risering systems for the analyzed pattern plates. This not only resulted in a significant reduction of the scrap rate, but also increased the yield of all pattern plates by more than 8 %.
Further Development Projects
DISA not only uses MAGMASOFT® for direct customer support, they have also been a trusted partner in many different development projects over the last 30 years. That includes the optimization of brake discs as well as projects in the area of steel castings produced on DISAMATIC lines. In the latter case, DISA has applied MAGMASOFT® at an early stage of development to analyze and optimize the feeding of steel castings – one of the greatest challenges when producing them in vertically-parted molds.
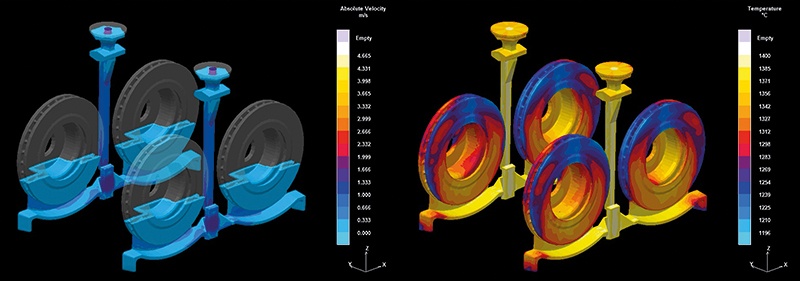
The figure shows an example of the optimization of a brake disc produced on a DISA D3-X line (mold size 750 mm x 535 mm).
When producing brake discs on DISAMATIC lines, the pouring rate must keep up with the speed of the molding line which often leads to overly high flow rates inside the mold – resulting in increased scrap due to sand erosion.
How to Prevent This?
With MAGMASOFT®, DISA developed a configuration called Double Index to increase the pouring time within the cycle time of the machine. Pouring two molds simultaneously allows extending the time required to fill each mold cavity – without exceeding the cycle time of the machine. Here, a longer pouring time enables a slower pouring. The melt flow velocity decreases when using patterns with more slender gates and runners. Slower melt flows prevent sand erosion, thus helping to reduce sand-related casting defects and increasing the yield. At the same time, it is possible to produce the desired total number of molds. A clear confirmation for DISA to have found the optimal compromise with the help of casting process simulation.
About DISA
DISA develops and manufactures metal casting and molding equipment, offers services and production solutions for the ferrous and non-ferrous foundry industry. The DISA Group has a long tradition of innovation, reliability and commitment. The company provides its customers with end-toend gray iron casting equipment – for both vertical and horizontal molds. In addition, DISA supports its customers in their current casting processes with precise, technical expertise.
