Dökümde Yüzey Hatalarının Çözümü
Bu hoparlör muhafazasının et kalınlığı, yüzeyin büyük bölümünde yaklaşık 1,35 mm ile çok inceydi. Üretim sırasında çeşitli sorunlar yaşandı. Dış yüzeyde zaman zaman kabarcıklar oluşuyor ve bu da dökümün reddedilmesine yol açıyordu. Yan kenarlarda soğuk birleşmeler oluşuyordu ve dolgu tamamlanmamıştı veya üst tarafta soğuk kesikler vardı. Dengesiz dolum nedeniyle üst yüzeyde düzensiz bir yüzey dokusu da gözlenmiştir. Son olarak, iç kısımdaki iki montaj vidasının yuvalarında çekinti porozitesi tespit edilmiştir.
Simülasyonlara başlamadan önce MAGMA mühendisleri, imalat sahasındaki koşulları ve ilgili dökümleri gözlemlemek için dökümhaneyi iki kez ziyaret etti. Yeni bir kalıbın sorunlarını çözmek için çeşitli yöntem değişiklikleri birkaç iterasyonda uygulandı. Bu değişiklikler arasında havalandırma sisteminin iyileştirilmesi, yolluk açılarının değiştirilmesi, kalın cidarlı bölümlerin soğutulmasını iyileştirmek için nokta soğutmanın kullanılması ve metalin üst bölüme akışını kolaylaştırmak için bileşenin modifiye edilmesi yer alıyordu.
Simülasyon sonuçlarının yeni kalıba uygulanması, üretimin sorunsuz bir şekilde başlamasını sağladı.
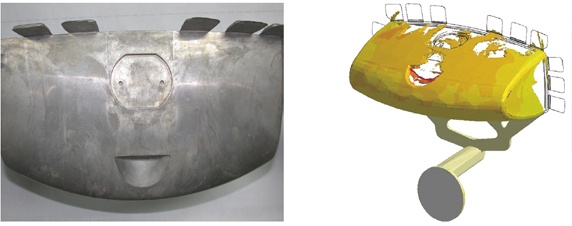
* United Metal Industry, Çin'in izniyle