Chongqing Dajiang Millison’da Basınçlı Döküm Braket Üretimi Optimizasyonu
Chongqing Dajiang Millison (CDM) için, üretimdeki hedefler net: hızlı ürün geliştirme, güvenilir üretim prosesleri ve optimize ürün verimi. Bu hedefler, hem yeni hem de her zamanki revizyonlarla çok çeşitli döküm parçalarına uygulanmakta. Yakın zamanda, alüminyum otomobil braketlerinin üretiminde optimizasyon gerekliliği ortaya çıktı.
Daha önce braket tek gözlü kalıp kullanılarak başarıyla üretilebilmekteydi. Ancak, döküm kalitesi son ürünün fonksiyonelliğini etkiliyordu; bazı döküm parçaları kırılıyor ve diğerleri işleme sırasında ortaya çıkan porozite hataları içeriyordu. Bu problemler revizyonun sebeplerinden biri olmakla beraber, verimlilik de yeni, 2 gözlü kalıp geliştirilmesi ve tüm üretim prosesinin optimizasyonu ile artırılabilecekti.
CDM mühendisleri kalite problemlerini analiz ederek başladılar. Öngörülerini teyit edebilmek, ana sebepleri belirlemek ve somut çözümler sağlayabilmek için, CDM mühendisleri MAGMASOFT® kullandılar. Var olan giriş ve yolluk planı ile yüksek dolum hızlarının kombinasyonunun hava hapsolmasının yol açtığı gaz porozitelerinin sebebi olduğu kabul edildi. Kanal ve yolluk tasarımının ayrıca lokal olarak ütüleme basıncının etkisini azalttığı ve sonuç olarak işleme sırasında gözlenen hataları ortaya çıkardığı da düşünüldü. Kırılma problemlerinin ana sebebi olarak, düşük döküm sıcaklıklarından kaynaklanan soğuk birleşmeden olduğu görüldü.
Öncelikle, gaz inklüzyon kriterinin kritik bölgede döküm parçasının diğer bölgelerindekinden belirgin bir şekilde daha fazla olduğu tespit edildi ve bu da metal tarafından gazların hapsolduğuna işaret ediyordu. ‘İzleyici’ partiküller akışı görselleştirmiş ve akışın neden yetersiz havalandırmaya ve kalıp boşluğu dolumu sırasında metal tarafından havanın hapsedilmesine sebep olduğunun anlaşılmasına yardımcı oldu.
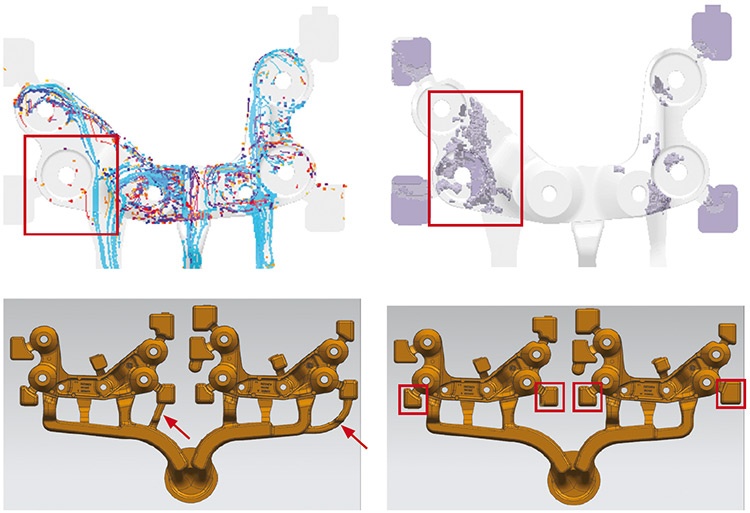
Simülasyon ile gerçeğin uyumluluğuna dayanılarak, mühendisler iki gözlü kalıp için modifiye edilmiş iki giriş tasarımını geliştirmek ve test etmek amacıyla sanal deney ile devam ettiler: Versiyon 02’de, akış davranışını modifiye etmek için iki yolluk sistemine eklenerek parçadaki gaz sorununu iyileştirmek ve soğuk birleşmelere karşı kritik bölgelerde metal sıcaklıklarını artırmak amaçlandı. Versiyon 03 ise hapsolmuş gazların tahliyesine yardımcı olmak ve daha soğuk metalin hava ceplerine daha hızlı hareket etmesine yardımcı olmak için genişletilmiş hava cepleri öne çıkmakta.
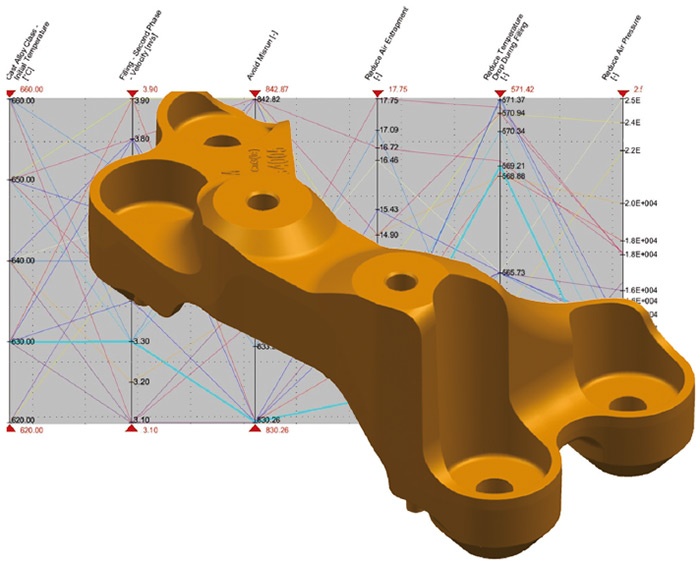
Her iki versiyonun da sonuçları önemli ölçüde hava sıkışmasının azaldığını gösterdi. Özellikle Versiyon 03 kırılma açısından kritik olan bölgelerde daha yüksek metal sıcaklıklarına ulaşılmasında etkili oldu. Ancak, mühendisler sağlam üretim parametreleri oluşturmak için çalışmalarına MAGMASOFT® içerisindeki otonom optimizasyonun yeni imkanlarını kullanarak devam ettiler. Yazılım tarafından otonom olarak iki parametre değişken olarak belirlendi: 620 °C’den 660 °C’ye kadar döküm sıcaklığı ve 3’ten 4 m/s’ye kadar ikinci faz piston hızı. Yazılım, kısmen çakışan 4 hedefi takip etmek üzere ayarlandı: 1. boşluk içerisinde hava basıncını minimize etmek, 2. döküm parçasında hava hapsolmasını minimize etmek 3. dolum sırasında minimal sıcaklık düşüşü ve 4. soğuk dökümden kaçınmak. Yazılım belirlenmiş parametreleri çeşitlendiren istatistiksel olarak ilgili simülasyon setini otomatik olarak oluşturmak ve sonuçta ortaya çıkan 20 tasarımı otonom olarak yürütmek ve test etmek için kullanıldı.
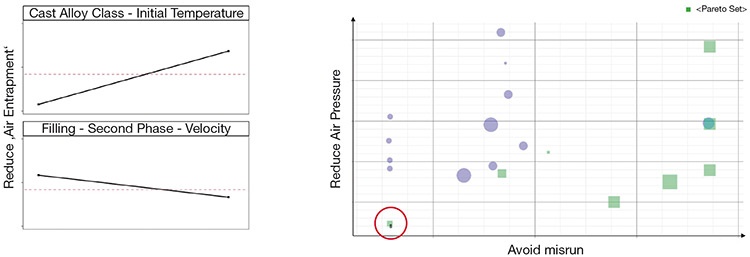
MAGMASOFT®’ta, CDM takımı tüm araştırılan tasarımların sonuçlarını oluşturmak için Değerlendirme Perspektifi’ni kullandı. Belirlenmiş 4 hedefe ulaşmak açısından tasarımların sıralandırılması, hedeflerin artı/eksi dengelerinin dağılım grafiğinde görselleştirilmesiyle beraber, onlara en ilginç tasarımlara yoğunlaşmaları konusunda yardım etti. Ana Etki Diyagramlarının değerlendirilmesi, hangi parametrelerin (örn. ilk sıcaklık ve 2. faz hızı) gazların hapsolması eğilimi ve kalıp doldurulması sırasında döküm yetersizliklerinin ortaya çıkması üzerinde en belirgin etkiye sahip olduğuna dair değerli bilgiler sağladı. Son olarak, mühendisler sağlam bir proses için en uygun çözümü sağlayacak proses kurulumunu seçmek amacıyla Paralel Koordinatlar Diyagramı’nı kullandılar.
Bu analiz kullanılarak kalıp sistemi üretildi ve test edildi. Ulaşılan dökümde test sırasında bir hata gözlemlenmedi ve x-ray incelemelerinde hapsolmuş gazlardan kaynaklanan poroziteye neredeyse hiç rastlanmadı ve böylece dökümler kalite beklentilerine uygun bulundu. İki boşluklu kalıp ile hurda miktarı belirgin olarak %2’ye düştü. Yıllık 100,000 kaliteli parça üretimi şimdi 20 ton hammadde ve yaklaşık toplam yıllık 95,000 ila 110,000 $ tasarruf ediyor.
Bu örneğin de gösterdiği gibi kalıp sistem tasarımı ve proses koşullarının sanal deney ve otonom optimizasyon metodolojisi ile optimize edilmesi CDM için önemli bir adım olmuştur. Firma, Ar&Ge çalışmalarını daha da hızlandırmak, sağlam ve optimize döküm prosesleri oluşturmak ve ürün portfolyosunu genişletmek için MAGMASOFT® kullanmaya devam edecek.
Firma Profili
Banan, Çin’de yer alan Chongqing Dajiang Millison Co. Ltd., 2001’in Mayıs ayında kurulmuştur. Milison müşterilerinin dikkatini doğru üretimi ve yüksek kaliteli ürünleri ile çekmiştir. Bugün firmanın üretimi Chongqing ve Xiangyang’ta yer alan iki tesiste gerçekleşmektedir. 2013 yılında yıllık alüminyum döküm çıktısı 40,000 tona ulaşmıştır. Diğer ürünlerin yanında, motor bloklar, otomatik şanzıman kutuları gibi otomotiv basınçlı döküm parçaları ve 300’den 3,500 tona kadar 50’den fazla makine üzerindeki yapısal bileşenler üretmektedirler ve 300’den fazla CNC tezgahının ve işleme merkezinin bulunduğu kurum içi alana sahiptirler. Firma Ericsson ve Shenlong’un tedarikçisi olarak bilinmektedir ve Asya, Avrupa ve Amerika’ya ihracat yapmaktadır.
* Metin ve görseller Chongqing Dajiang Millison Co. Ltd.'e aittir ve izinsiz kullanılamaz.