DGS, Dünya Genelinde En Büyük Enjeksiyon Döküm Parçalarından Birinin Üretimini Başarıyla Gerçekleştirdi
Yeryüzüne ulaşan güneş ışınları, dünya nüfusunun ihtiyaç duyduğu yıllık enerji miktarının önemli bir kısmını karşıladığı günümüzde yadsınamaz bir gerçek olarak kabul ediliyor. İsviçre’nin St. Gallen şehrinde yer alan DGS Enjeksiyon Döküm Sistemleri tesisi ise bu enerjiden daha iyi istifade edebilmek amacıyla sıcak su güneş panellerinin çerçevelerinin üretimini yüksek kalitede gerçekleştiriyor. Son yıllarda söz konusu parçaların üretimi ekstrüzyon ile üretilen parçaların birbirine kaynatılması yerine alüminyum enjeksiyon ile yapılmaya başlandı ve bu değişimin başarısıda üretilen parçanın 2014 Uluslararası Alüminyum Basınçlı Döküm Yarışması’nda aldığı “Özel Ödül” ile ispatlanmış oldu.
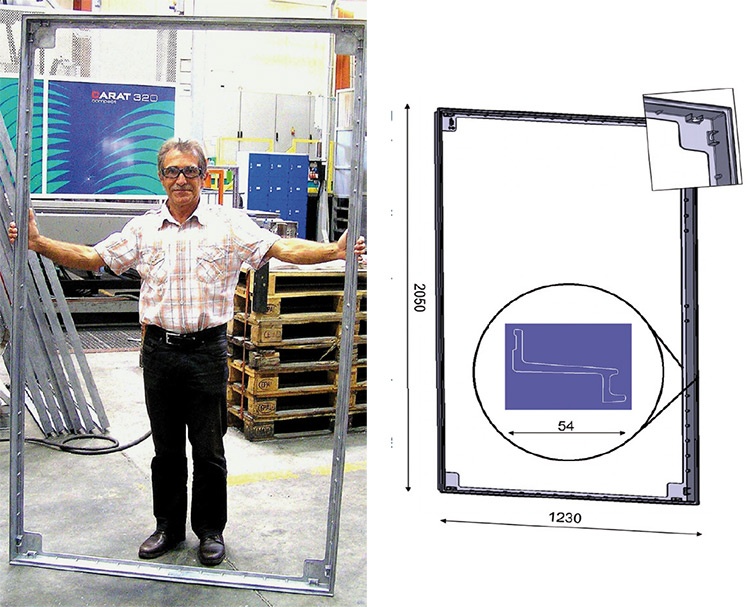
Üretim tekniğinde yaşanan değişimin altında yatan esas faktörler basınçlı döküm ile üretilen parçaların birbirine kaynatılan parçalara göre sızdırmazlık özelliğinin daha iyi olması ve parçaların daha uzun ömürlü olması olarak göze çarpıyor. Panelin çalışma koşulları göz önüne alındığında; kaynak ile üretilmiş çerçevelerin büyük sıcaklık değişimlerine maruz kalmaları sonucu kaynak dikişlerinde oluşan deformasyonların nemin de etkisi ile beraber çerçevenin yapısının bozulmasına neden olduğu belirlendi. Bunun sonucunda ise panellerin verimlilik oranlarında büyük düşüşlerin ortaya çıktığı tespit edildi. Basınçlı döküm parçalarda ise böyle bir tehlike bulunmadığından çerçeveler daha dayanıklı ve uzun ömürlü oluyor ve aynı zamanda çerçevelerin en az 20 yıl korozyona karşı dayanıklı olması, yüksek boyutsal kesinlik ve sağlamlık, düşük ağırlıkta olması ve maliyetlerinin minimum seviyede olması bekleniyor. 2,050x1,230x50 mm boyutlara ve 6 kg ağırlığa sahip bir tasarımın üretime geçirilmesi bir hayli çaba ve dikkat gerektiren bir proje. İlk olarak, üretime başlarken kritik parametrelerin ve üretim prosesinin iyi belirlenmesi ve ürün tasarımının dikkatlice yapılması gerekiyor. Boyutsal toleransların gayet katı olması ve çerçevenin kusursuz bir dörtgen biçimine sahip olması işlem sürecini zorlaştıran en önemli faktörler olarak göze çarpıyor. Ayrıca, boru bağlantılarının boyutsal kararlılığının da üst seviyede olması önemli kriterlerden biri. Talep edilen mekanik özelliklerin ve mukavemetin sadece 5 mm et kalınlığı ile sağlanması noktasında ön malzeme özellikleri analizleri ve optimizasyon çalışmaları hayati önem taşıyor.
Çalışmalar sonucunda en uygun malzemenin dökülebilirliği ve mukavemet özellikleri gayet yüksek olan AlSi20MgMnSr alaşımı olduğuna karar veriliyor. Ayrıntılı analizler ile Z çerçeve tasarımına sahip tek parça çerçeve tasarımı öne çıkıyor.
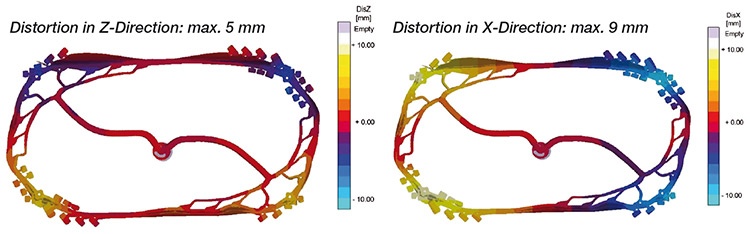
Alüminyum enjeksiyon tekniği çok dikkatli çalışılması gereken bir alan olduğundan ve üretimi zamanında tamamlayabilmek açısından parametreleri hızlı ve güvenilir olarak belirlemek gerekiyor. DGS Proje Yönetim Lideri Axel Schmidt öncelikle cevaplanması gereken kritik soruları sıralıyor: “Birkaç metre akış uzunluğuna sahip bir parçaya sıvı metal tamamen doldurulabilir mi? Tam dolum için gerekli süre ne kadardır? Kalıp içinde 2 ya da 3 metre yol alarak dolması nelere yol açabilir? Yolluğun uzunluk değişimleri ne kadar büyük ve yolluk tasarımı nasıl olmalı? Kârlılığın korunması, kaynakların etkin kullanımı ve doğal olarak projenin başarı ile sonuçlanması için bu sorulara hızlı bir şekilde cevap vermek zorundaydık.” Başlangıçta, MAGMA5 simülasyon yazılımı yardımı ile “Akış Uzunluğu”, “Dolum Sıcaklığı”, “Izci Partikül” parametreleri göz önüne alınarak çift yolluklu bir tasarımın üretimine karar veriliyor. Ancak bu tasarımda çerçeve distorsiyonu çözülmesi gereken en önemli nokta olarak öne çıkıyor. İlk simülasyon verileri 9 mm boyunda ve 5 mm eninde boyutlara ulaşan distorsiyonların meydana gelebileceğini gösteriyor. Bu boyutların toleransların çok üzerinde olması üzerine DGS ekibi tasarımı tamamen değiştirmeye karar veriyor. Ekip uzmanları tecrübeleri ve MAGMA5 yardımı ile alternatif bir tasarım geliştiriyor. DGS ekibi, başarılı ve zamanında tamamlanan bir üretim sürecinin tasarımında MAGMA5’in anahtar role sahip olduğunu vurguluyor. Alternatif tasarım 4 köşede yer alan ve toplam 20 girişe sahip bir yolluk sistemini içeriyor. Axel Schmidt’e kulak veriyoruz: “Minimum distorsiyona sahip çerçeve tasarımında MAGMA5 bize inanılmaz yardımcı oldu. Parça üzerinde minimum kuvvete sahip bir yolluk sistemi tasarlayabilmemizde farklı opsiyonları test etmek çok önemliydi ve bu sayede distorsiyonları ve diğer döküm hatalarını minimuma indirdik. Izci partikülleri simülasyonu ile sıvının simetrik akışını analiz ettik. Distorsiyon verileri ile her bir tasarımda parçadaki çekmeleri detaylıca inceleyerek etkili bir tasarım ortaya çıkarttık.” Sonraki adımda ise belirlenen üretim ortamına geçiliyor ve kalıbın ve soğutma sisteminin tasarımı noktasında ise ekip yine MAGMA5 simülasyonlarına başvuruyor. Her bir çiftinin ağırlığı 14,1 ile 20,3 ton arasında değişen toplam 5 çift kalıp bileşeninin soğutma sistemi parça boyutları göz önüne alınarak tasarlanıyor. Üretilen parça bugün dünyanın önde gelen güneş paneli üreticilerinin iki farklı tipte piyasaya sundukları panellerin ayrılmaz bir bileşeni konumunda.
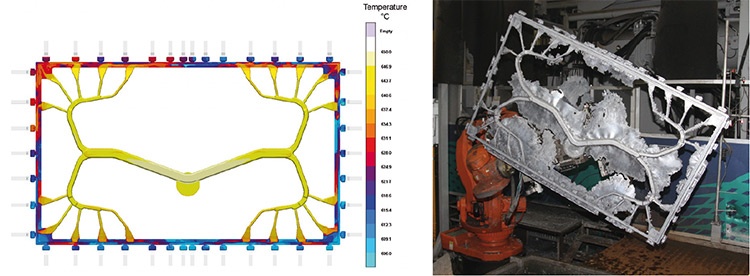
DGS önemli bir başarı yakalıyor. “MAGMA5 sayesinde düşük maliyet ve zamanında teslim kriterlerine uyarak gerçekten başarılı bir iş çıkarttık. 24 kg salkım ağırlığına, 6,3 kg parça ağırlığına ve 40 ms dolum süresine rağmen çerçevelerde tek bir kritik distorsiyon bulunmuyor. Ve bu sadece projenin ekonomik başarısına değil aynı zamanda DGS ekibinin inovasyon kabiliyetine işaret ediyor”. DGS ekibi şu anda bu projede olduğu gibi kritik projeler üzerinde çalışmaya devam ediyor. Ekip, MAGMA5 Rel. 5.3 ile mühendislerin kullanımına sunulan gelişmiş otomatik optimizasyon ve görsel simülasyon imkanlarını keşfediyor. Yazılımın proseslerin efektif biçimde tasarlanmasında ve tasarımların optimizasyonunda sağladığı katkı ve ekibin tecrübesi ile DGS ekibi koşulları daha iyi hale getirebilmek için çalışmaya devam ediyor.
DGS Yüksek Basınçlı Döküm Sistemleri; St. Gallen (İsviçre), Liberec (Çek Cumhuriyeti) ve Nansha’daki (Çin) tesislerinde toplam 900 çalışanıyla beraber alüminyum ve magnezyum basınçlı döküm parçalar üretiyor. Kurulduğu 1950 yılından bu yana şirket, otomotiv sanayi başta olmak üzere tüm müşterilerine üretim kabiliyeti, teknolojisi ve taviz vermeyen güvenilir hizmet anlayışı ile hizmet ediyor. Şirket ISO16949, ISO 14001 ve OHSAS 18001 kalite yönetim sertifikalarına sahip.Şirket ayrıca malzeme ve süreç geliştirme alanındaki deneyimiyle müşterileri için önemli bir partner olarak göze çarpıyor.
* Metin ve görseller DGS Druckguss Systeme AG'ye aittir ve izinsiz kullanılamaz.